Разборка
1. Выверните свечи зажигания при помощи ключа (подходящий специнструмент).
2. Снимите толкатели клапанов.
Нанесите метки по местам расположения и складывайте компоненты по порядку, не смешивая их.
3. Выньте сухари.
Сожмите клапанную пружину при помощи приспособления, приставки и переходника (специнструмент: KV10116200) (А). Извлеките сухари при помощи пальчикового магнита (В).
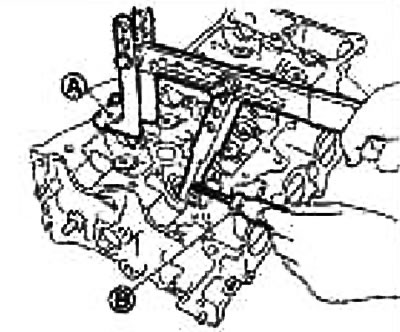
Внимание: При выполнении этой операции не повредите отверстия под толкатели клапанов.
4. Снимите тарелку клапанной пружины и клапанную пружину.
5. Надавите на шток клапана в сторону камеры сгорания и выньте клапан.
Нанесите метки по местам расположения и складывайте компоненты по порядку, не смешивая их.
Нанесите метки на клапаны для последующей сборки.
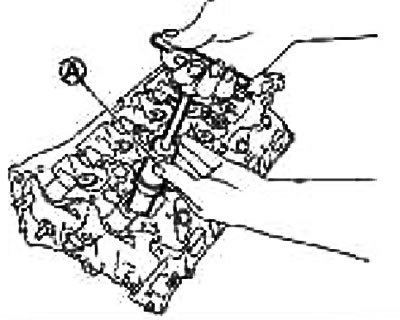
6. Снимите сальник клапана при помощи съемника (специнструмент: KV10107902) (А).
7. Снимите гнездо клапанной пружины.
8. Если требуется заменить седло клапана, см. ниже «Замена седла клапана».
9. Если требуется заменить направляющую втулку клапана, см. ниже «Замена направляющей втулки клапана».
Сборка
1. Если снималась направляющая втулка клапана, установите ее. См. ниже «Замена направляющей втулки клапана».
2. Если снималось седло клапана, установите его. См. ниже «Замена седла клапана».
3. Запрессуйте сальник клапана.
Запрессуйте сальник клапана при помощи выколотки (специнструмент; KV10115600) (А) по размерам, указанным на рисунке.
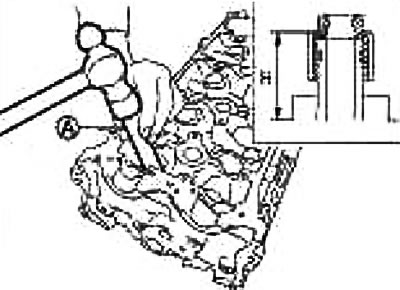
Высота «Н»: 13,2-13,8 мм
4. Установите гнездо клапанной пружины.
5. Установите клапан.
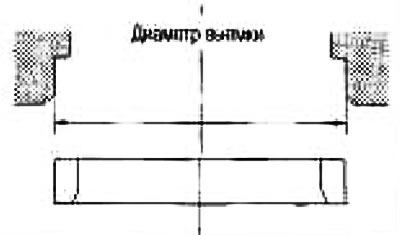
Устанавливайте клапаны большего диаметра со стороны впуска.
6. Установите клапанную пружину.
Примечание: Ее можно устанавливать в любом направлении.
7. Установите тарелку клапанной пружины.
8. Установите сухари.
Сожмите клапанную пружину при помощи приспособления, приставки и переходника (специнструмент: KV10116200) (А). Поставьте сухари при помощи пальчикового магнита (В).
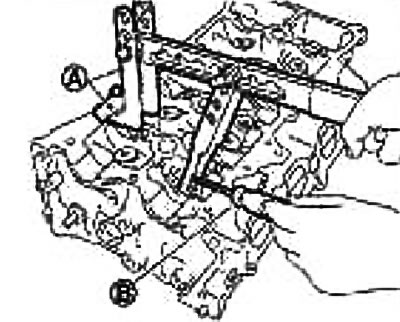
Внимание: При выполнении этой операции не повредите отверстия под толкатели клапанов.
После установки компонентов клапана для обеспечения правильной посадки слегка постучите по кончику штока клапана пластиковым молотком.
9. Установите толкатель клапана.
10. Вверните свечу зажигания при помощи ключа (подходящий специнструмент).
Проверка после разборки
Размеры клапана
Проверьте размеры всех клапанов.
Если размеры отличаются от нормы, замените клапан.
Зазор направляющей втулки шпана
Диаметр штока клапана
Измерьте диаметр штока клапана микрометром.
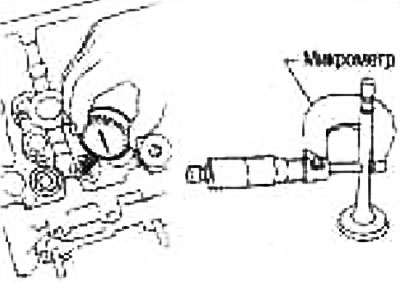
| Стандарт | Впуск | 4,965-4,980 мм |
| Выпуск | 4,955-4,970 мм |
Внутренний диаметр направляющей втулки клапана
Измерьте внутренний диаметр направляющей втулки клапана нутромером.
| Стандарт | Впуск и Выпуск | 5,000-5,018 мм |
Зазор направляющей втулки клапана
(Зазор направляющей втулки клапана) = (внутренний диаметр направляющей втулки клапана) - (диаметр штока клапана)
| Стандарт | Впуск | 0,020-0,053 мм |
| Выпуск | 0,030-0,063 мм | |
| Предел | Впуск | 0,1 мм |
| Выпуск | 0,1 мм |
Если полученное значение превышает предельное, замените клапан и/или направляющую втулку клапана.
Замена направляющей втулки клапана
В случае снятия направляющей втулки клапана замените ее направляющей увеличенного ремонтного размера (на 0,2 мм).
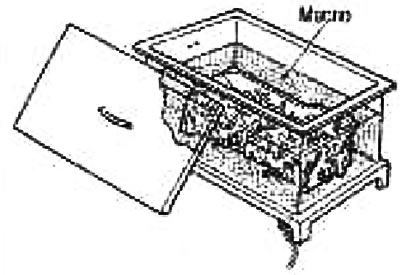
1. Снимите направляющую втулку клапана, нагрев головку цилиндров до 110-130°С путем ее погружения в горячее масло.
2. Выпрессуйте направляющую втулку клапана при помощи пресса [с усилием 20 кН (2 тонны)] или выбейте при помощи молотка и выколотки (подходящий специнструмент).

Внимание: Головка цилиндров горячая. Чтобы не обжечься при проведении работ, наденьте защитную одежду.
3. Выполните развертку отверстия под направляющую втулку клапана в головке цилиндров при помощи развертки (подходящий специнструмент).

Диаметр отверстия под направляющую втулку клапана (ремонтного размера): Впуск и выпуск: 9,175-9,196 мм.
4. Нагрейте головку цилиндров до 110-130°С, погрузив ее в горячее масло.

5. При помощи выколотки (подходящий специнструмент) запрессуйте направляющую втулку клапана (1) со стороны распредвала, руководствуясь размерами, показанными.
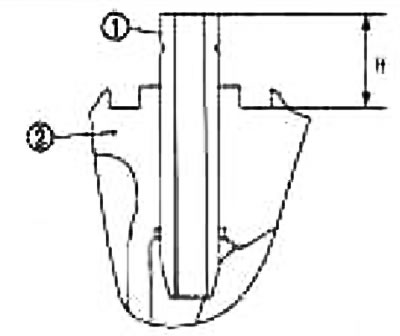
Внимание: Головка цилиндров (2) горячая. Чтобы не обжечься при проведении работ, наденьте защитную одежду.
6. При помощи развертки (при помощи специнструмента) выполните доводку поверхности направляющей втулки клапана.

| Стандарт | Впуск и выпуск | 5 000-5,018 мм |
Пятно контакта седла клапана
Выполняйте эту проверку, убедившись, что размеры направляющих втулок клапанов и самих клапанов в пределах нормы.
Нанесите свинцовый сурик (или свинцовые белила) на контактную поверхность седла клапана и проверьте прилегание клапана к седлу.
Убедитесь, что отпечаток свинцового сурика проявляется по всей окружности без разрывов.

В противном случае добейтесь требуемой степени прилегания клапана путем его перешлифовки и проведите проверку повторно. Если контактная поверхность все еще в неудовлетворительном состоянии даже после повторной проверки, замените седло клапана.
Замена седла клапана
В случае снятия седла клапана замените его седлом клапана увеличенного ремонтного размера (на 0,5 мм).
1. Высверлите старое седло до его разрушения. Высверливание не должно продолжаться глубже дна выемки под седло в головке цилиндров. С этой целью поставьте на дрель ограничитель глубины сверления.
Внимание: Не поцарапайте головку цилиндров чрезмерным высверливанием.
2. Выполните развертку выемки в головке цилиндров под седло клапана ремонтного размера.
Увеличенный размер (на 0,5 мм).
Впуск: 31,900-31,916 мм
Выпуск: 26,400-26,416 мм
Выполняйте развертку концентрическими кругами к центру направляющей втулки клапана. Это обеспечит правильную посадку седла клапана.
3. Нагрейте головку цилиндров до 110-130°С, погрузив ее в горячее масло.
4. Хорошо охладите седла клапанов сухим льдом. Запрессуйте седла клапанов в головку цилиндров.
Внимание:
- Не прикасайтесь к охлажденным седлам голыми руками.
- Головка цилиндров горячая. Чтобы не обжечься при проведении работ, наденьте защитную одежду.
5. Доведите седло до требуемых размеров путем фрезеровки или шлифовки при помощи подходящего специнструмента.

Внимание: При обработке поверхности фрезой возьмитесь за рукоятку обеими руками. Затем прижмите фрезу к контактной поверхности по всей окружности и фрезеруйте одиночными проходами. Если прижимать инструмент неравномерно или с отрывом, седло клапана может принять ступенчатую форму.
6. Выполните притирку клапана при помощи шлифовальной пасты.
7. Проведите повторную проверку прилегания клапана.
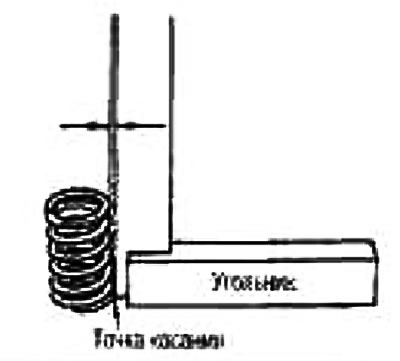
Прямоугольностъ клапанной пружины
Приложите угольник к клапанной пружине и вращайте пружину. Измерьте максимальный зазор между вершиной пружины и угольником.
Предел: 1,8 мм
Если зазор превышает предельное значение, замените клапанную пружину.
Размеры и усилие сжатия клапанной пружины
Проверьте усилие сжатия клапанной пружины при стандартной высоте пружины.

| Стандарт | |
| Длинна в не нагруженном состоянии | 42,26 мм |
| Высота после установки | 32,40 мм |
| Нагрузка после установки | 136-154 Н (13,9-15,7 кг) |
| Высота при открытом клапане | 23,96 мм |
| Нагрузка при открытом клапане | 262-296 Н (26,7-30,2 кг) |
Если указанные величины отличаются от нормы, замените клапанную пружину.