Короблення головки циліндрів
Перевірте викривлення нижньої поверхні головки циліндрів у кількох точках у шести напрямках.
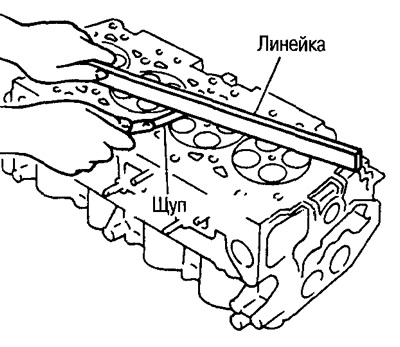
- Граничне жолоблення: 0,04 мм
Розміри клапанів
За допомогою мікрометра перевірте розмір клапанів.
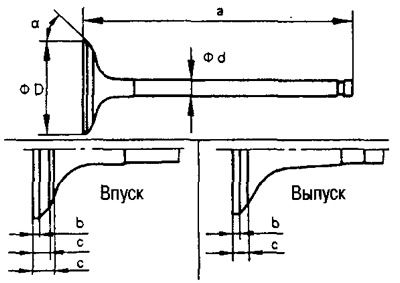
Стандартні розміри клапанів (мм):

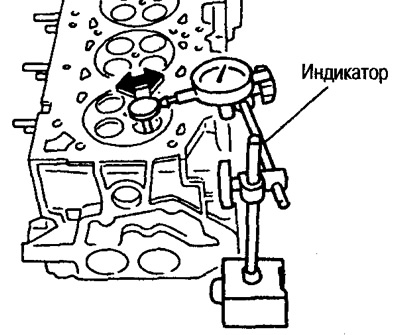
Зазор у напрямній втулці клапана
Ця перевірка проводиться до зняття втулки направляючої клапана.
Переконайтеся, що розмір клапана в межах норми.
Утисніть клапан у камеру згоряння приблизно на 25 мм, похитайте клапан у бік індикатора та виміряйте величину переміщення.
Зазор напрямної втулки клапана становить ½ показання індикатора.
Стандартний зазор:
- Впуск: 0,020-0,053 мм
- Випуск: 0,040-0,073 мм
Граничний зазор:
- Впуск: 0,08 мм
- Випуск: 0,1 мм
Заміна напрямної втулки клапана
У разі заміни напрямної втулки клапана встановлюється напрямна втулка збільшеного (на 0,2 мм) ремонтного розміру.
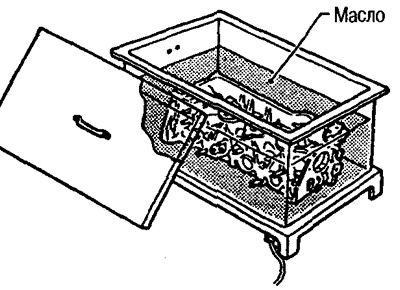
(1) Нагрійте головку циліндрів до 110-130°С у масляній ванні.
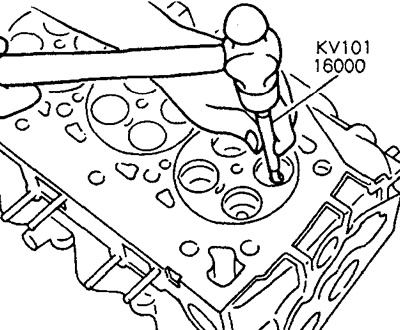
(2) Вибийте напрямну втулку клапана з камери згоряння за допомогою вибивання (для діаметра 6 мм).
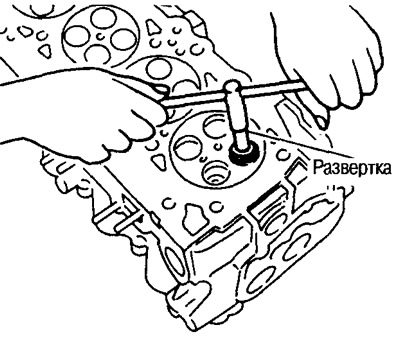
(3) За допомогою розгортки зробіть доведення поверхні отвору під направляючу втулку клапана.
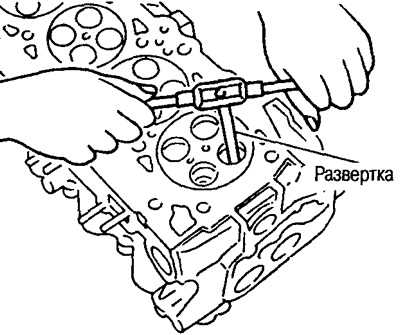
Стандартний діаметр розгорнутого отвору:
- Впуск та випуск: 10,175-10,196 мм
(4) Нагрійте головку циліндрів до 110-130°С у масляній ванні.
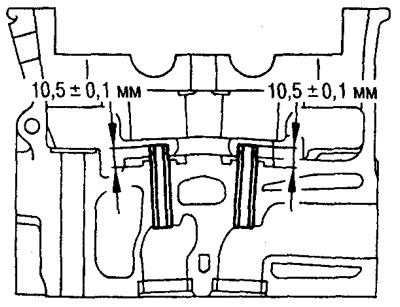
(5) За допомогою вибивання або преса (для діаметра 6 мм) запресуйте напрямну втулку клапана в отвір з боку розподільного валу так, щоб вийшли розміри, показані на малюнку.
(6) Після запресування напрямної втулки зробіть остаточну розгортку.
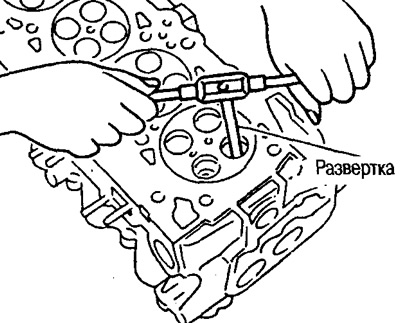
Стандартний діаметр отвору після остаточної розгортки:
- Впуск та випуск: 6,000-6,018 мм
Пляма контакту сідла клапана
Виконуйте цю перевірку, переконавшись, що розміри напрямних втулок клапанів та самих клапанів у нормі.
Нанесіть на контактуючі поверхні сідла та клапана свинцевий сурик PL-1 і під час встановлення деталей перевірте рівномірність прилягання клапана до сідла.
Переконайтеся, що відбиток проявляється безперервно по всьому колу.
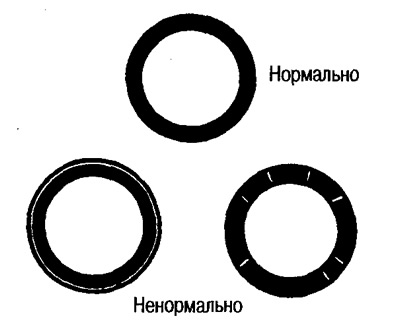
В іншому випадку проведіть притирання клапана і знову перевірте стан посадки. Якщо під час повторної перевірки результат буде негативним, замініть сідло клапана.
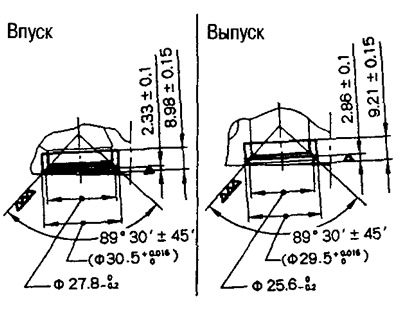
Заміна сідла клапана
При заміні сідла клапана береться ремонтне сідло збільшеного (на 0,5 мм) розміру.
(1) Висвердліть старе сідло так, щоб стінка стала дуже тонкою, а потім витягніть її.
(2) Виконайте розгортку виїмки під сідло в головці циліндрів до таких розмірів.
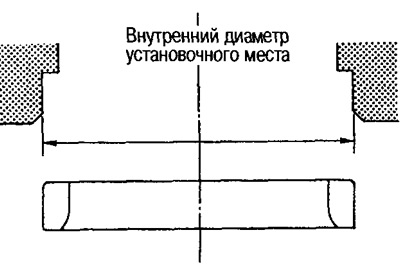
Стандартний розмір після розгорнення:
- Впуск: 30,500-30,516 мм
- Випуск: 29,500-29,516 мм
(3) Нагрійте головку циліндрів у масляній ванні до 110-130°С.
(4) Охолодіть сідло клапана сухим льодом та запресуйте його в блок циліндрів. Увага:
Не торкайтеся голими руками до охолоджених сідлів.
(5) Доведіть сідло до потрібних розмірів шляхом фрезерування.
Увага: При обробці сідла фрезою тримайте рукоятку інструменту двома руками так, щоб фреза торкалася по всьому колу, та робіть обробку за один прийом. Якщо фреза буде притиснута неправильно, або встановлюватися кілька разів, на сідлі клапана можуть з'явитися сходи.
(6) Виконайте притирання клапана за допомогою шліфувальної пасти.
(7) Перевірте стан посадки клапана.
Прямокутність клапанної пружини
Приставте клапанну пружину до куточка та, повертаючи пружину, виміряйте максимальне відхилення верхньої частини пружини від куточка.
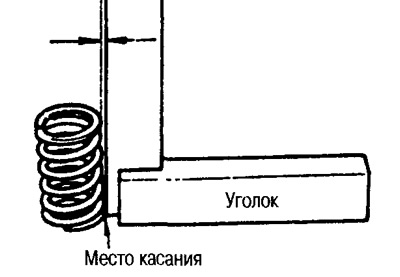
- Гранична непрямокутність: 2,1 мм
Вільна довжина пружини, тиск стиснення пружини
Вимірювання проводяться за допомогою спеціального тестера для клапанних пружин.
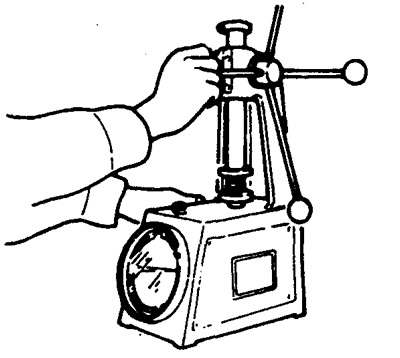
Стандартні параметри пружин (мм):
