Deformácia hlavy valcov
1) Pomocou škrabky odstráňte uhlíkové usadeniny, zvyšky tesnení, tmelu, oleja, uhlíkových usadenín atď. od kontaktnej plochy hlavy valcov.
Upozornenie: Nedovoľte, aby sa zvyšky tesnení, tesniacej hmoty alebo iných cudzích látok dostali do olejových alebo vodných kanálov.
2) Skontrolujte spodnú stranu hlavy valca, či nie je zdeformovaná v šiestich smeroch.
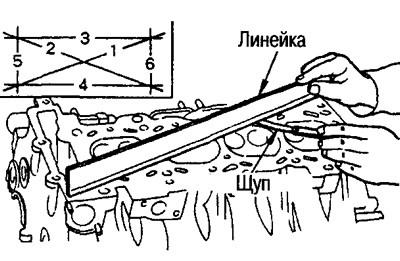
- Limit deformácie: 0,1 mm
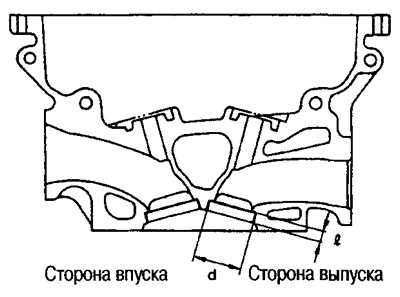
Veľkosti ventilov
Pomocou mikrometra skontrolujte rozmery ventilov.
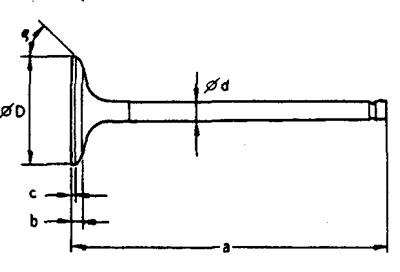
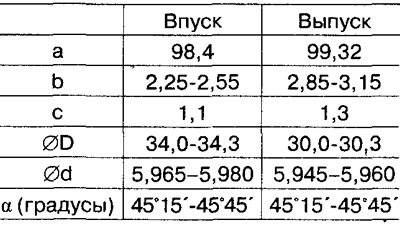
Štandardné veľkosti ventilov (mm):
Vôľa vedenia ventilu
Túto kontrolu vykonajte pred odstránením vodidla ventilu.
Uistite sa, že priemer drieku ventilu je v rámci špecifikácie (viď vyššie).
Stlačte ventil asi 10 mm smerom k spaľovacej komore, kývajte ventilom v rôznych smeroch a pomocou indikátora zmerajte množstvo pohybu.

Vôľa vedenia ventilu je ½ hodnoty indikátora.
Štandardná vôľa:
- Vstup: 0,020 - 0,053 mm
- Výstup: 0,040 - 0,073 mm
Limitná vôľa:
- Vstup: 0,08 mm
- Výstup: 0,1 mm
Výmena vodiaceho ventilu
Pri výmene vodidla ventilu ho nahraďte väčším vodidlom ventilu (o 0,2 mm) veľkosť opravy.
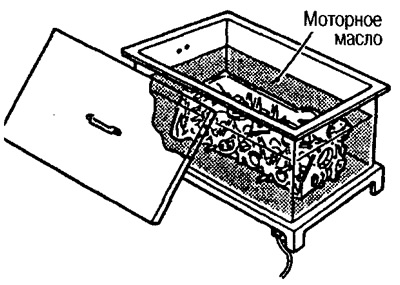
1) Hlavu valcov zahrejte na 110-130'C umiestnením do nádoby s motorovým olejom.
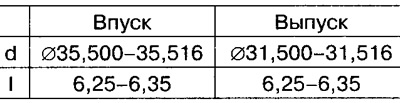
2) Kladivom a dierovačom vyrazte vedenie ventilu zo strany spaľovacej komory (špeciálny nástroj).
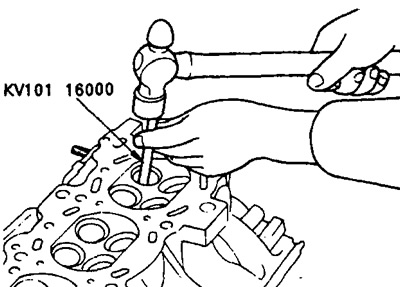
3) Pomocou výstružníka dokončite povrch otvoru pre vedenie ventilu.
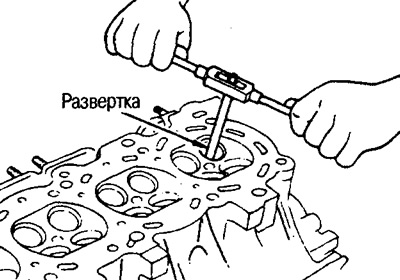
- Priemer štandardného vystružovaného otvoru: 10,175-10,196 mm
4) Hlavu valcov zahrejte na 110-130°C umiestnením do nádoby s motorovým olejom.
5) Pomocou lisu zatlačte vodidlo ventilu alebo zatlačte kladivom a unášajte (špeciálny nástroj) zo strany distribútora.
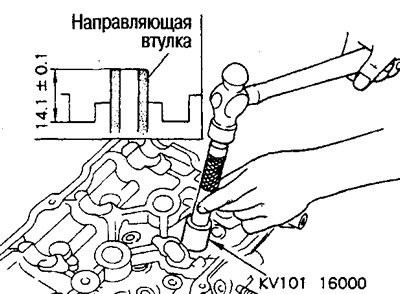
- Priemer špeciálneho nástroja: 6 mm
Inštalačný rozmer vedenia ventilu je znázornený na obrázku na predchádzajúcej strane.
6) Vystružte nainštalované vedenie ventilu.

- Konečný štandardný priemer: 6,000-6,018 mm
Kontaktná nášivka sedla ventilu
Vykonajte túto kontrolu, aby ste sa uistili, že vodidlá ventilov a samotné ventily majú správnu veľkosť.
Na kontaktnú plochu sedla a ventilu priložte červený vodič a skontrolujte, či je ventil rovnomerne usadený.
Uistite sa, že atramentový odtlačok je po celom obvode bez prestávok.
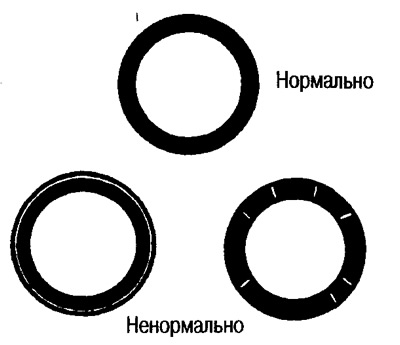
V opačnom prípade preklopte ventil a znova ho skontrolujte. Ak je kontaktná plocha stále abnormálna, vymeňte sedlo ventilu.
Výmena sedla ventilu
Ak je sedlo ventilu odstránené, nahraďte ho nadrozmerným sedlom (o 0,5 mm) veľkosť opravy.
1) Odvŕtajte staré sedlo, kým sa nerozbije. Vŕtanie nesmie pokračovať hlbšie ako spodok vybrania sedla v hlave valca. Na tento účel nasaďte na vrták mierku hĺbky vŕtania.
2) Vyrežte nadrozmerné vybranie sedla ventilu v hlave valca.
štandardne zväčšené (o 0,5) rozmery (mm)
Vystružujte v sústredných kruhoch smerom k stredu vedenia ventilu. Tým sa zabezpečí správne usadenie sedla ventilu.
3) Hlavu valcov zahrejte na cca. do 110-130°C umiestnením do nádoby s motorovým olejom.
4) Sedlo ventilu ochlaďte suchým ľadom. Zatlačte sedlo ventilu do hlavy valca pomocou driftu (špeciálny nástroj).
Upozornenie: Chladených sediel sa nedotýkajte holými rukami.
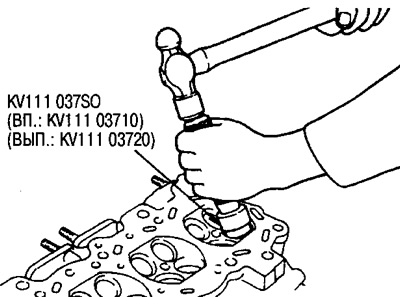
5) Frézovaním priveďte sedlo na požadované rozmery.

Pozor:
Pri spracovaní povrchu frézou uchopte rukoväť nástroja oboma rukami. Potom pritlačte frézu na kontaktnú plochu po celom obvode a frézujte v jednotlivých prechodoch. Ak je nástroj stlačený nesprávne, sedlo ventilu môže nadobudnúť stupňovitý tvar.
Spracujte, kým nedosiahnete rozmery uvedené na obrázku.
6) Pokryte ventil brúsnou pastou.
7) Znovu skontrolujte stav sedla ventilu.
Nepravidelnosť ventilovej pružiny
Pripojte uholník k pružine ventilu a otočte ho. Zmerajte maximálnu vôľu medzi pružinou a uhlom.
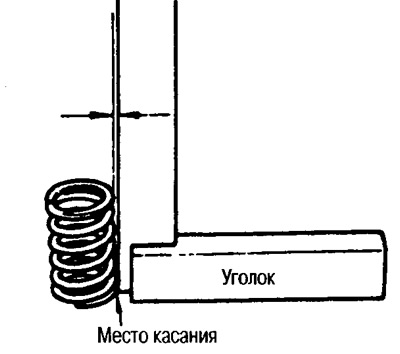
- Maximálna nepravouhlosť: 2,1 mm
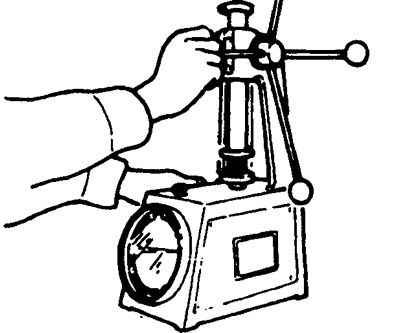
Rozmery ventilovej pružiny a kompresný tlak
Merania sa vykonávajú špeciálnym testerom ventilových pružín.
 |  |