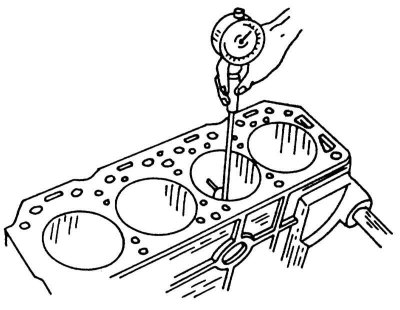
Merací valec s vnútorným mikrometrom.
Ak nie je žiadny indikátor, nie je možné vykonať nasledujúce operácie. Merania valca by sa mali vykonávať v pozdĺžnom a priečnom smere (ilustrácie nižšie). Mali by ste tiež zvážiť rozdiely medzi vstrekovaním a karburátorovými motormi.
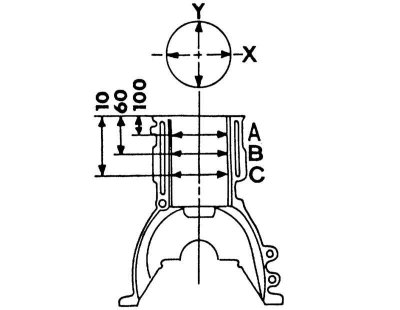
Tabuľka merania bloku valcov. Vykonajte merania na úrovniach A, B a C av smeroch "X-X" A "Y-Y".
1. Na vstrekovacom motore by sa malo meranie vykonať podľa vyššie uvedeného obrázku, t. j. 10 mm, 60 mm a 100 mm od horného okraja. Vykonajte merania v smeroch "X" A "Y".
2. Na karburátorovom motore sa prvé meranie vykoná 20 mm od horného okraja valca, ostatné ako v predchádzajúcom odseku.
3. Celkovo je potrebných 6 meraní na valec. Zaznamenajte všetky hodnoty a porovnajte ich s hodnotami v technické údaje na začiatku kapitoly. Vďaka presným meraniam je určená ovalita (veľkostný rozdiel "A" A "IN") a zúženie (rozdiel medzi hornými a dolnými nameranými hodnotami). Malo by sa pamätať na to, že všetky valce musia byť vyvŕtané, aj keď iba jeden valec je mimo tolerancie. Odchýlka od požadovaných rozmerov o 0,04 mm je prípustná. Opravné veľkosti piestov sú dostupné v technické údaje na začiatku kapitoly. Konečný priemer valca sa určí meraním piestu podľa obrázku nižšie, t.j. rukoväte mikrometra sú nastavené na 9,5 mm (karburátorový motor) alebo 11,0 mm (vstrekovací motor) od spodného okraja piesta pod uhlom 90°k piestnemu čapu. K tomuto rozmeru pridajte hodnotu vôle 0,010 - 0,030 mm (vstrekovací motor) alebo 0,015 - 0,035 mm (karburátorový motor). Okrem toho je potrebné vziať do úvahy pridanie 0,02 mm na konečné brúsenie valcov. Ak chcete skontrolovať vôľu piestu, zmerajte piest a valec podľa popisu a vypočítajte rozdiel medzi rozmermi každého valca.
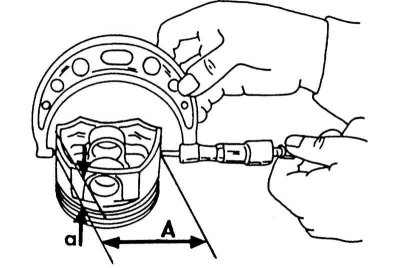
Meranie priemeru piestu. Veľkosť "A" pre vstrekovacie a karburátorové motory nie je to isté.
4. Ak nemáte skúsenosti s meraním, blok by mal byť odvezený do špeciálnej dielne a tam zmeraný.
Pre prehľadnosť si môžete nakresliť náčrt a tam zaznamenať výsledky merania. Rozdiel medzi hornými a spodnými rozmermi odráža zúženie. Rozdiel medzi priečnymi a pozdĺžnymi meraniami odráža oválnosť. Nikde by sa priemer nemal líšiť od požadovanej hodnoty o viac ako 0,04 mm.
5. Na hornom povrchu bloku valcov sú vyrazené čísla, ktoré označujú triedu veľkosti piestov. Pri výmene bloku valcov musia byť nainštalované piesty príslušnej veľkostnej triedy. Skontrolujte deformáciu povrchu bloku valcov, ako je znázornené na obrázku nižšie.
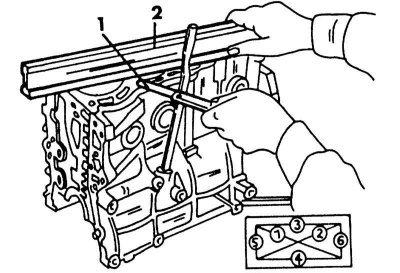
Meranie deformácie povrchu bloku valcov
1 - sonda
2 - oceľové pravítko
6. Za týmto účelom položte na povrch bloku oceľové pravítko (2) a zmerajte vôľu pomocou spáromeru (1). Zmerajte blok v pozdĺžnom, priečnom a diagonálnom smere, ako je znázornené na malej tabuľke. Maximálna povolená veľkosť je 0,10 mm. Malo by sa pamätať na to, že hlava a blok valca môžu byť brúsené celkovo nie viac ako 0,2 mm. Ak hlavu nie je potrebné brúsiť, skontrolujte výšku hlavy valcov, veľkosť je uvedená v technické údaje na začiatku kapitoly. Ak je blok valca po brúsení menší ako povolená výška, musí sa vymeniť.