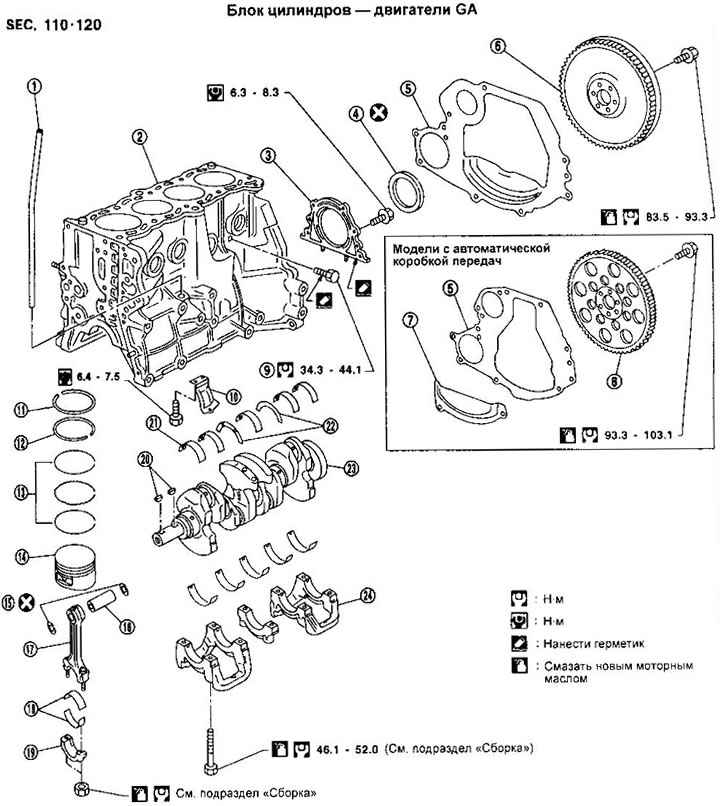
1. Hadička na mierku oleja
2. Blok valcov
3. Držiak zadného epiploonu kľukového hriadeľa
4. Zadné olejové tesnenie
5. Zadný kryt
6. Zotrvačník
7. Spodný kryt
8. Pohonný disk
9. Vypúšťacia zátka chladiaceho plášťa
10. Nárazníková doska
11. Horný kompresný krúžok
12. Dolný kompresný krúžok (Európa len motory GA14DE a GA16DE bez VTC)
13. Krúžok na stieranie oleja
14. Piest
15. Poistné krúžky
16. Piestny čap
17. Spojovacia tyč
18. Panvice ojničných ložísk
19. Veko ložiska ojnice
20. Hmoždinky
21. Hlavná ložisková panva
22. Nárazové polkrúžky
23. Kľukový hriadeľ
24. Vrchnák hlavného ložiska
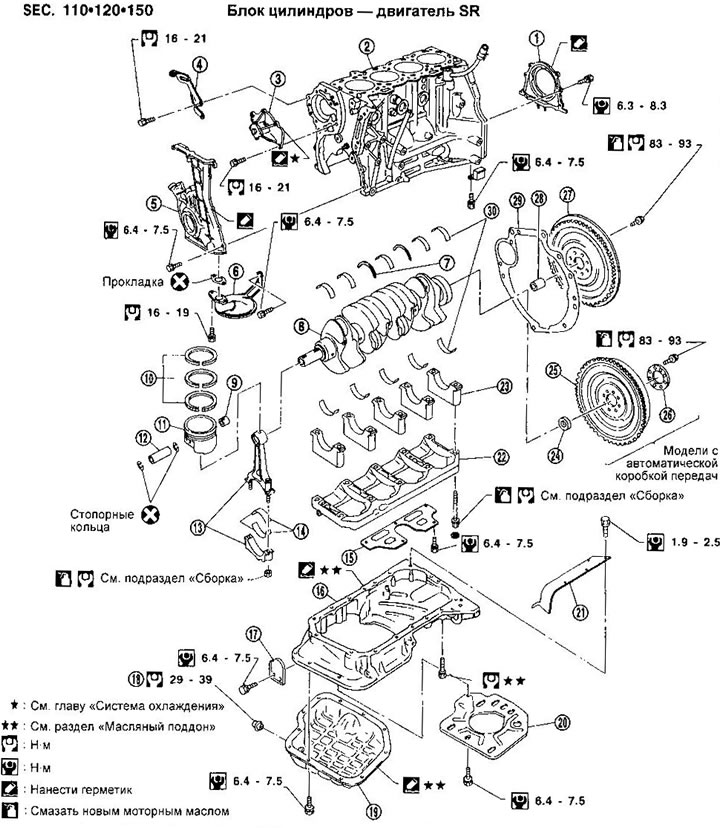
1. Držiak zadného olejového tesnenia kľukového hriadeľa
2. Blok valcov
3. Vodné čerpadlo
4. Napínač čerpadla posilňovača riadenia
5. Predná kľuková skriňa s olejovým čerpadlom
6. Prijímač oleja
7. Prítlačný polokrúžok
8. Kľukový hriadeľ
9. Puzdro ojnice
10. Piestne krúžky
11. Piest
12. Piestny čap
13. Spojovacia tyč
14. Panvice ojničných ložísk
15. Rozdelenie*
16. Hliníková paleta
17. Zadný kryt
18. Vypúšťacia zátka
19. Oceľová paleta
20. Priečka
21. Bočná prepážka*
22. Predĺženie hlavných ložísk*
23. Vrchnák hlavného ložiska
24. Vodiace puzdro
25. Pohonný disk
26. Výstužný krúžok
27. Zotrvačník
28. Vodiace puzdro
29. Zadný kryt
30. Hlavné ložiskové panvy
* Nie je k dispozícii pre motory SR20DE pre Európu od 04.96
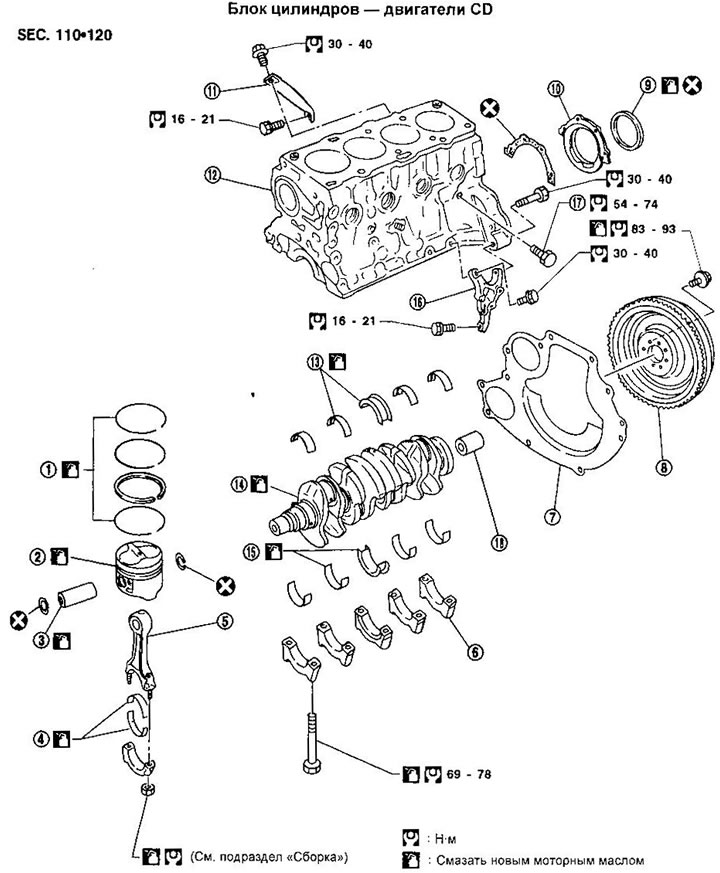
1. Piestne krúžky
2. Piest
3. Piestny čap
4. Plášte ložísk ojnice
5. Spojovacia tyč
6. Vrchnák hlavného ložiska
7. Zadný kryt
8. Zotrvačník
9. Olejové tesnenie zadného kľukového hriadeľa
10. Zadný držiak olejového tesnenia
11. Podperná konzola
12. Blok valcov
13. Vložky radikálových ložísk
14. Kľukový hriadeľ
15. Vložky radikálových ložísk
16. Nosná konzola
17. Vypúšťacia zátka chladiaceho plášťa
18. Vodiace puzdro
Demontáž
Kľukový hriadeľ a skupina ojnica-piest.
1. Nainštalujte motor na stojan kvôli demontáži.
2. Vypustite chladiacu kvapalinu a olej.
3. Odstráňte vodnú reťaz alebo ozubený remeň (pozri časť «Pohon rozvodového kolesa»).
4. Pri motoroch CD demontujte vodné a olejové čerpadlo.
5. Demontujte hlavu valca (pozri časť «Pohon rozvodového kolesa» pre motory GA a SR príp «hlava motora» pre CD motory).
6. Odstráňte olejovú vaňu (pozri časť «Olejová panvica»).
7. Odstráňte piesty s ojnicami. Odstráňte poistné krúžky piestneho čapu. Na lisovanie piestnych čapov zahrejte piesty na 60-70°C alebo použite lisovací stojan pri izbovej teplote.
8. Odstráňte držiak zadného epiploonu kľukového hriadeľa.
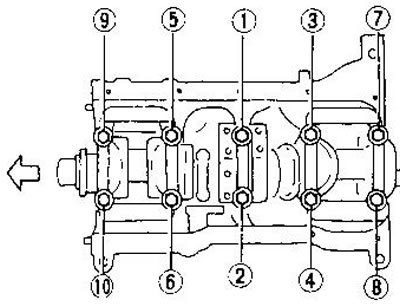
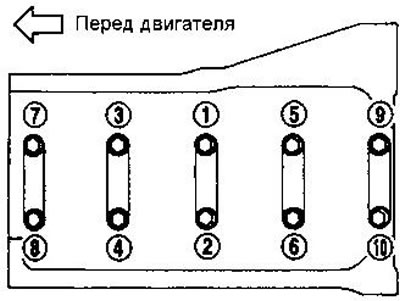
9. Odskrutkujte skrutky krytov radikálových ložísk v poradí uvedenom na výkrese, potom odstráňte kľukový hriadeľ.
Pred odstránením uzáverov hlavného ložiska zmerajte axiálnu vôľu kľukového hriadeľa.
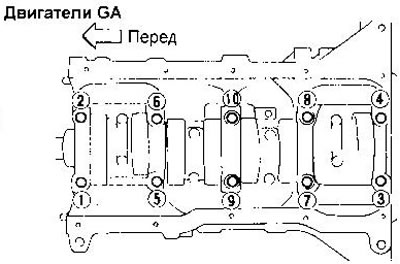
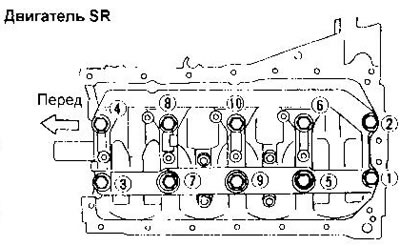
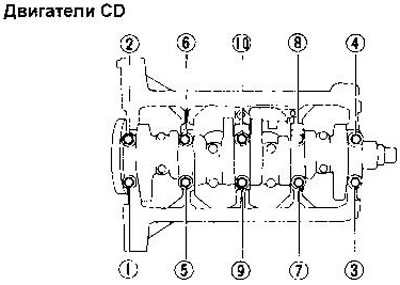
Skrutky krytu by sa mali uvoľniť v dvoch alebo troch krokoch.
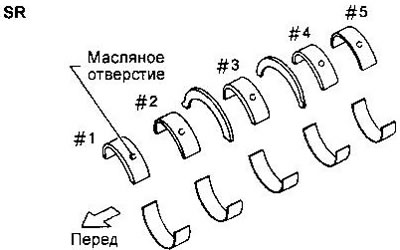
Plášte a kryty hlavných ložísk musia byť pri montáži nainštalované na svoje pôvodné miesta, preto dávajte pozor, aby ste ich po odstránení nepomiešali.
10. Odstráňte piestne krúžky pomocou vhodného odstraňovača.
Vyšetrenie
Medzera medzi piestom a piestnym čapom. Zmerajte vnútorný priemer otvoru piestu a vonkajší priemer piestneho čapu.
Menovitý priemer otvoru piestu, mm:
- GA motory - 18 987-18 999
- Motor SR - 21 987-21 999
- CD motory - 24 991 - 24 999
Menovitý priemer piestneho čapu, mm:
- GA motory - 18 989-19 001
- Motor SR - 21 989-22 001
- CD motory - 24 994 - 25 000
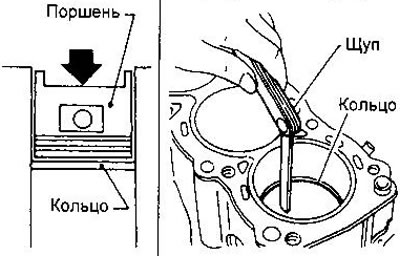
Vypočítajte vôľu odčítaním priemeru piestneho čapu od priemeru otvoru. Výsledok by mal byť medzi -0,004 mm a 0 mm. Ak je vôľa kladná, vymeňte zostavu piestu a piestneho čapu. Výšková vzdialenosť medzi piestnymi krúžkami a drážkami. Zmerajte špecifikovanú vôľu pomocou spáromeru. Na dosiahnutie správneho výsledku musí sonda vstúpiť do drážky, kým sa nezastaví.
Maximálna povolená vôľa je 0,2 mm pre všetky krúžky na motoroch GA a SR a 0,1 mm pre všetky krúžky na motoroch CD.
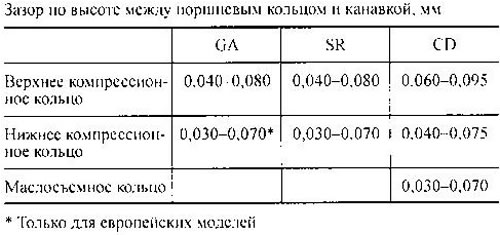
Ak vôľa nie je v rámci špecifikovaných limitov, vymeňte piest a/alebo piestne krúžky.
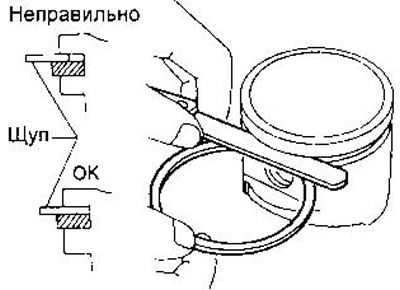
Medzery piestnych krúžkov. Zatlačte piestny krúžok do valca podľa obrázka a zmerajte medzeru pomocou spáromeru.
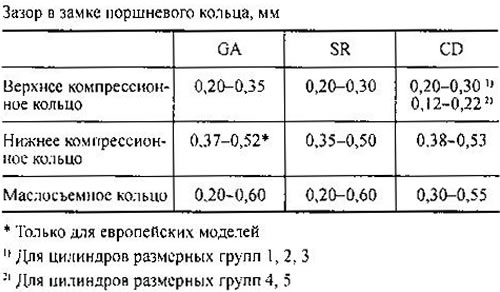
Maximálna povolená medzera v zámkoch všetkých piestnych krúžkov motorov GA a SR je 1,0 mm.
V motoroch CD sú maximálne povolené vôle nasledovné:
- Horný kompresný krúžok - 1,0 mm
- Spodný kompresný krúžok - 0,7 mm
- Krúžok na stieranie oleja - 0,6 mm
Ak vôľa nie je v rámci špecifikovaných limitov, vymeňte piestny krúžok. Ak sa potom medzera nevrátila do normálu, vyvŕtajte valec a nainštalujte piest s nadmernými krúžkami (pozri časť «Údaje pre úpravy a kontrolu»).
Ak je potrebné vymeniť piest, skontrolujte aj stav valca. Ak sú na stenách valca škrabance alebo škrabance, valec vybrúste alebo vymeňte blok valca.
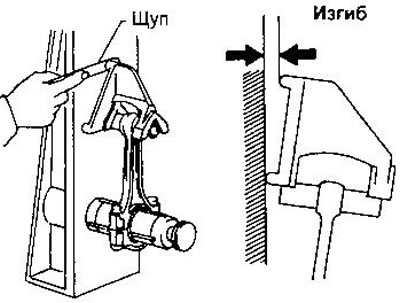
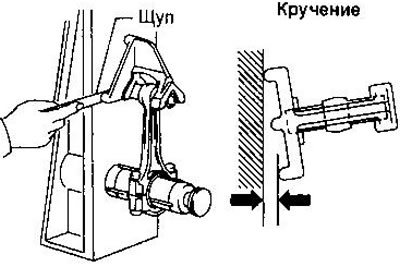
Ohýbanie a krútenie spojovacích tyčí. Maximálne prípustné hodnoty ohybu a krútenia na 100 mm dĺžky sú nasledovné:
- Motory GA a SR: ohyb - 0,15 mm, torzný - 0,30 mm.
- CD motory: ohybové a torzné - 0,025 mm.
Deformácia bloku valcov. Vyčistite dosadaciu plochu bloku valcov a zmerajte jeho rovinnosť použitím kovového pravítka v šiestich smeroch.
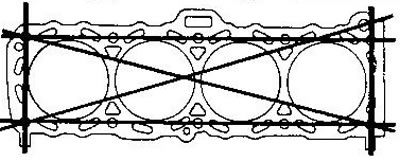
Maximálna povolená odchýlka od rovinnosti je 0,1 mm pre všetky motory. Ak je táto hodnota prekročená, prebrúste dosadaciu plochu alebo vymeňte blok valcov.
Prípustné zníženie výšky bloku valcov po spracovaní sa určí z podmienky A + B = 0,2 mm (0,1 mm pre CD motor), kde A je zníženie výšky hlavy valcov po spracovaní; B - zníženie výšky bloku valcov.
Nominálna výška bloku (od osi kľukového hriadeľa), mm:
- GA: 213,95-214,05
- SR: 211,25-211,35
- CD: 211,25-211,35
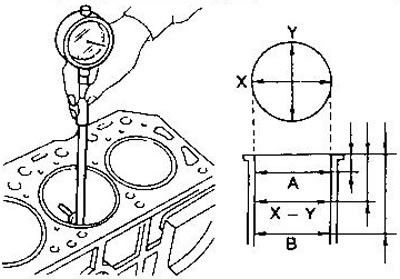
Medzera medzi piestom a valcom. Pomocou dieromeru zmerajte vŕtanie valca, oválnosť a kužeľ.
Merania sa vykonávajú v hĺbke 20, 60 a 100 mm pre motory GA; 10, 60 a 100 mm pre motor SR; 20, 70 a 120 mm pre motory CD.
- Menovitý priemer valca, mm:
- Motory GA14DE, 15DE - 73.600-73.630
- Motor GA16DE - 76 000-76 030
- Motor SR - 86 000-86 030
- CD motory - 84 500-84 550
- Prípustná oválnosť (X-Y) — nie viac ako 0,015 mm
- Prípustné zúženie (A-B) — nie viac ako 0,010 mm
Maximálne prípustné opotrebenie je 0,2 mm pre valce všetkých motorov.
Ak opotrebenie aspoň jedného valca presahuje 0,2 mm, vyvŕtajte všetky valce. V prípade potreby vymeňte blok valca.
Ak sú na povrchu valca škrabance alebo otrepy, valec vybrúste.
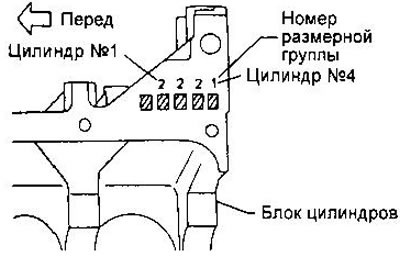
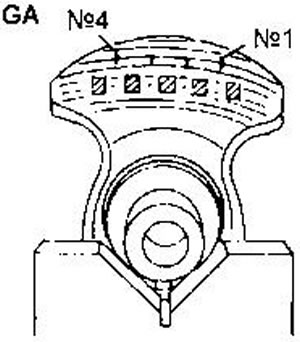
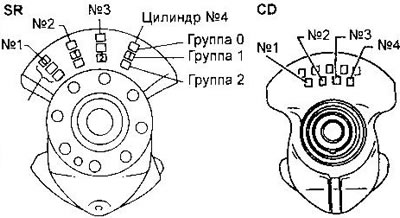
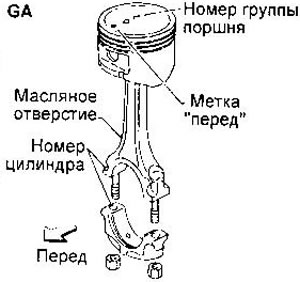
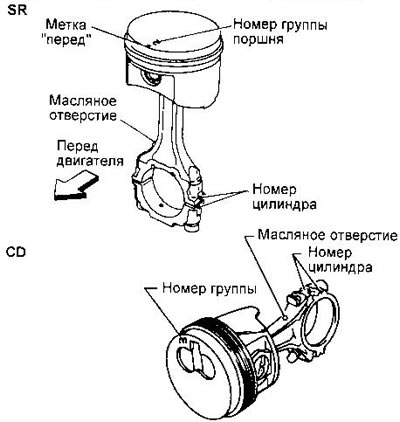
Pri súčasnej výmene bloku valcov a piestov sa musia horné čierne skupiny piestov zhodovať s hornými čiernymi skupinami valcov označenými na bloku valcov.
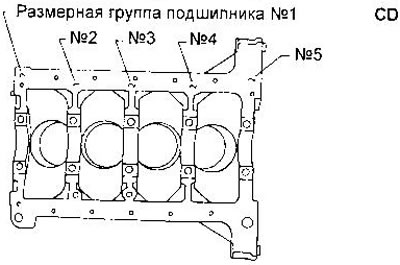
Pre motory SR a CD sú čísla skupiny vyznačené na spojovacej rovine vedľa otvorov príslušných valcov a pre motory GA - na mieste znázornenom na obrázku.
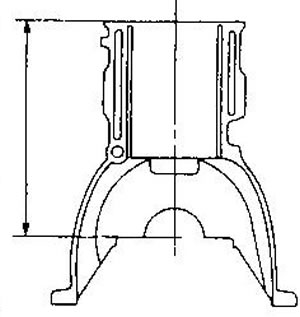
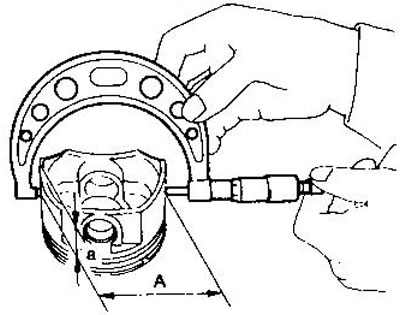
Zmerajte priemer plášťa piesta kolmo na piestny čap. Vzdialenosť (A) od okraja sukne po rovinu merania, ako aj hodnoty priemerov sú uvedené v časti «Údaje pre úpravy a kontrolu».
Prípustná vzdialenosť medzi piestom a valcom, mm:
- GA motory - 0,015-0,035 mm
- Motor SR - 0,010-0,030 mm
- CD motory - 0,025-0,045 mm
Ak medzera presahuje špecifikovanú hodnotu, vyberte príliš veľké piesty a vyvŕtajte valce (pozri podsekciu «Nudný valec»).
Kľukový hriadeľ. Skontrolujte stav hlavných a ojničných čapov. Mali by byť bez zárezov, opotrebovania a prasklín.
Pomocou mikrometra určite kužeľovitosť a oválnosť krčkov.
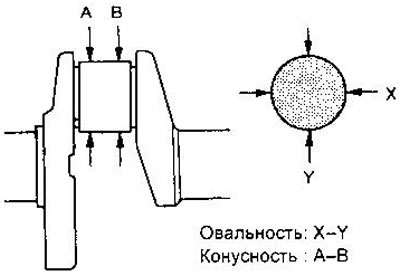
oválnosť (X-Y) a zúženie (A-B), mm:
- Motory С А — nie viac ako 0,005 (zúženie nie viac ako 0,002)
- SR motor:
- Domorodé krky - nie viac ako 0,005
- Čapy ojnice - nie viac ako 0,0025
- CD motory - nie viac ako 0,005
Zmerajte hádzanie kľukového hriadeľa umiestnením hriadeľa na hranoly. Rozdiel v údajoch indikátora pre jednu celú otáčku hriadeľa sa berie ako hodnota hádzania.
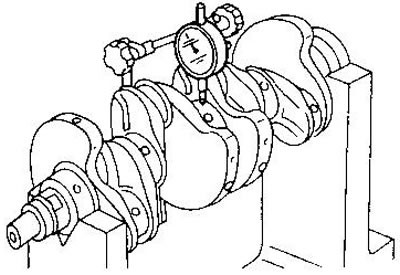
- Radiálne hádzanie - nie viac ako 0,005 mm
Vôle v hlavných a ojničných ložiskách. Existujú dva spôsoby merania medzier: pomocou mikrometra a vnútorného meradla alebo pomocou plastového drôtu. Uprednostňuje sa prvá metóda, pretože poskytuje presnejšie výsledky.
Hlavné ložiská: Namontujte ložiskové panvy na ich miesta v bloku valcov.

Nainštalujte kryty ložísk a utiahnite skrutky na požadovaný krútiaci moment v dvoch alebo troch krokoch. Dodržujte postupnosť uťahovania.
Zmerajte vnútorné priemery hlavných ložísk a vonkajšie priemery hlavných čapov kľukového hriadeľa.
Menovitá vôľa v hlavných ložiskách, mm:
- GA motory - 0,018-0,042
- Motor SR - 0,004-0,022
- CD motory - 0,039-0,065
Maximálna povolená vzdialenosť je 0,1 mm pre motory GA a 0,050 mm pre motory SR. Pri CD motoroch musí voľný priestor ležať v rámci vyššie uvedených limitov.
Ak medzera presahuje špecifikované hodnoty, vymeňte vložky.
Ak sa medzera nedá opraviť výmenou vložiek, alebo sú hrdlá akýmkoľvek spôsobom poškodené (škrabance, škrabance), musia byť zbrúsené na najbližší opravný rozmer a mali by sa inštalovať vložky so zvýšenou hrúbkou (pozri časť «Údaje pre úpravy a kontrolu»).
Prechody medzi krkmi a lícami kľukov musia byť spracované určitým spôsobom (pozri obrázky).

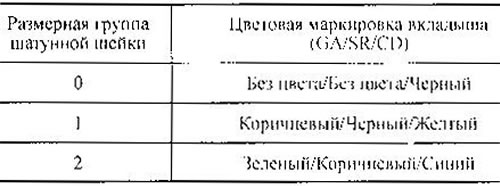
Ak kľukový hriadeľ Ak sa má blok valcov alebo ložiskové panvy opätovne použiť, zmerajte vôľu hlavného ložiska. Pri výmene všetkých uvedených dielov sa hrúbka vložiek volí nasledovne:
A) Čísla rozmerových skupín puzdier hlavných ložísk sú vyrazené na bloku valcov arabskými alebo rímskymi číslicami.

b) Čísla veľkostných skupín hlavných čapov kľukového hriadeľa sú vyrazené na protizávaží kľukového hriadeľa arabskými alebo rímskymi číslicami.
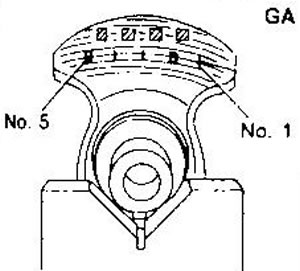
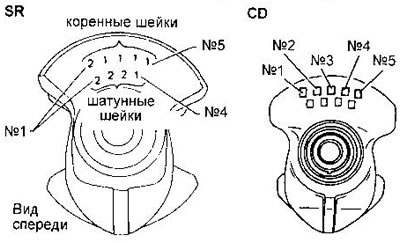
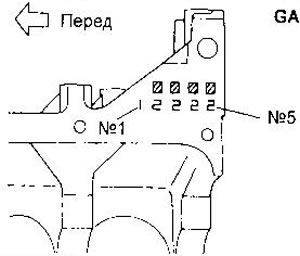
Na motoroch SR môžu byť skupinové čísla hlavných čapov a čapov ojníc vyrazené na prednom protizávaží kľukového hriadeľa (ako je znázornené na obrázku) alebo len počty skupín hlavných krkov.
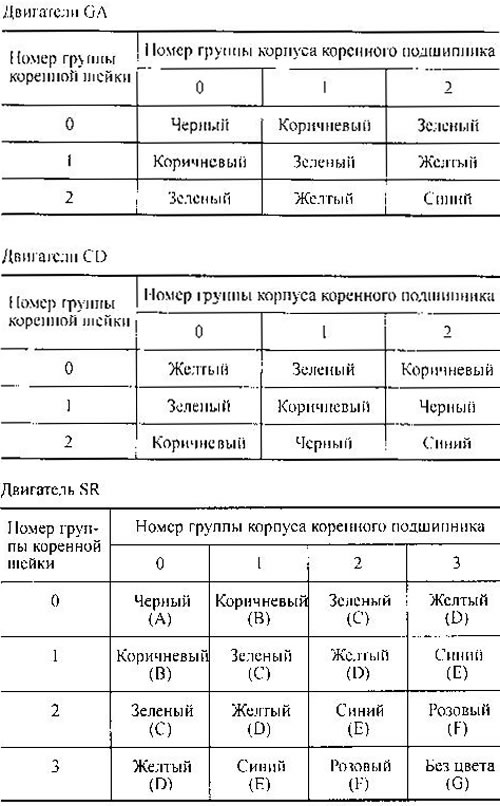
s) Hrúbku vložiek určujú tabuľky. Farebné označenie sa aplikuje na koncový povrch vložiek.
Ojničné ložiská (spodná hlava ojnice). Vložte puzdrá do ojnice a veka ložiska ojnice. Nasaďte kryt a utiahnite skrutky na požadovaný krútiaci moment.
Zmerajte vnútorný priemer každého ojničného ložiska. Potom zmerajte priemer ojničných čapov kľukového hriadeľa.
Menovitá vôľa v ojničných ložiskách, mm:
- GA motory - 0,014-0,039
- Motor SR - 0,020-0,045
- CD motory - 0,031-0,055
Maximálna povolená vzdialenosť je 0,1 mm pre motory GA a 0,065 mm pre motory SR. Pri CD motoroch musí byť voľný priestor v rámci vyššie uvedených limitov.
Ak medzera presahuje špecifikované hodnoty, vymeňte vložky.
Ak sa medzera nedá opraviť výmenou vložiek, alebo sú hrdlá akýmkoľvek spôsobom poškodené (škrabance, škrabance), musia byť prebrúsené na najbližší opravný rozmer a inštalovať vložky so zväčšeným priemerom (pozri časť «Údaje pre úpravy a kontrolu»).
Pri brúsení ojničných čapov zvážte požiadavky na opracovanie prechodov medzi čapmi a čelami kľúk, podobne ako pri hlavných čapoch.
Ak sa vymieňa kľukový hriadeľ, ojnice alebo ložiskové panvy, vyberte hrúbku ložiskových panví z tabuliek.
Veľkostné skupiny ojničných čapov sú vyrazené na protizávaží kľukového hriadeľa. Pre motory SR môžu byť vyrazené na zadnom protizávaží (pozri obrázok) alebo na prednej strane spolu s číslami hlavných skupín denníkov.
Vôľa medzi puzdrom ojnice a piestnym čapom. Zmerajte vnútorný priemer rohov a vonkajší priemer piestneho čapu. Menovitá vzdialenosť, mm:
- Motory GA a SR - 0,005-0,017
- CD motory - 0,025-0,044
Maximálna povolená vôľa pre motory GA a SR je 0,023 mm. Pri CD motoroch musí byť voľný priestor v rámci vyššie uvedených limitov.
Ak vôľa presahuje špecifikované hodnoty, vymeňte ojnicu, puzdro barana a/alebo piest za piestny čap.
Axiálne hádzanie zotrvačníka/dosky pohonu. Zmerajte hádzanie zotrvačníka pomocou číselníka. Rozdiel v údajoch indikátora pre jednu úplnú otáčku zotrvačníka sa berie ako hodnota hádzania.
Axiálne hádzanie, mm:
- Motory GA a SR (zotrvačník) - nie viac ako 0,15
- Motory GA a SR (hnací disk) — nie viac ako 0,2*
- CD motory (zotrvačník) - nie viac ako 0,15
* Vo vzdialenosti asi 115 mm od osi kľukového hriadeľa.
Nudný valec
1. Na základe nameranej vôle medzi piestom a valcom stanovte požadovanú veľkosť opravy piesta (pozri časť «Údaje pre úpravy a kontrolu»).
2. Vypočítajte priemer valca pomocou vzorca:
D \u003d A - B + C, kde:
D je priemer valca po vyvŕtaní,
A je priemer piestu
B je požadovaná vôľa medzi piestom a valcom.
C - prídavok na honovanie (0,02 mm).
3. Vytvorte kryty radikálových ložísk a utiahnite skrutky na potrebný moment. Tým sa zabráni deformácii vývrtov valcov.
4. Vyvŕtajte valce.
Ak aspoň jeden valec vyžaduje prevŕtanie, musia sa prevŕtať všetky valce.
Vŕtanie v niekoľkých prechodoch, pričom priemer sa zväčšuje vždy o 0,05 mm.
5. Honovanie valcov, aby sa získala požadovaná vôľa medzi piestom a valcom.
6. Zmerajte oválnosť a zúženie valca. Merania sa musia vykonať po úplnom vychladnutí bloku valcov.
Výmena puzdra hornej hlavy ojnice
1. Starú priechodku stlačíte vhodným tŕňom.
2. Zatlačte nové puzdro v jednej rovine s povrchom hlavy ojnice. Uistite sa, že olejové otvory sú zarovnané.
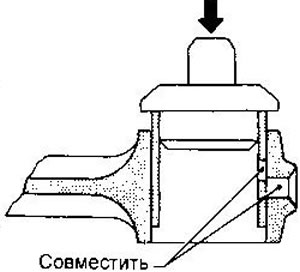
3. Reverzné puzdro na zabezpečenie vôle piestneho čapu 0,005-0,017 mm na motoroch GA a SR. V motoroch CD by mal byť priemer vŕtania 25,025-25,038 mm (vôľa 0,025-0,044 mm).
Zhromaždenie
1. Nainštalujte nový poistný krúžok do jedného z otvorov piestu.
2. Zahrejte piest na 60-70°C a pripojte ho k ojnici. Nainštalujte druhý poistný krúžok (tiež nové).
Dodržujte vzájomnú orientáciu piestu a ojnice.
Zodpovedajúce číslo valca je vyrazené na ojnici a veko ložiska ojnice.
Po opätovnom zmontovaní sa uistite, že sa ojnica hladko otáča bez zaseknutia.
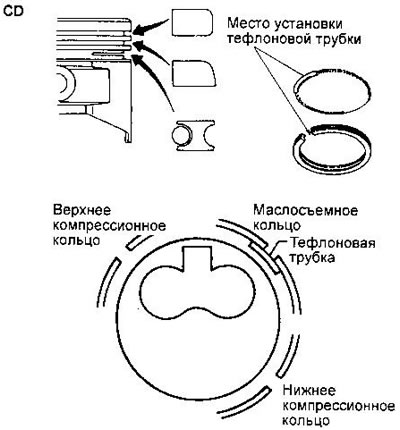
3. Namontujte piestne krúžky podľa obrázka. Ak je na prsteni vyrazená značka, musí smerovať nahor.
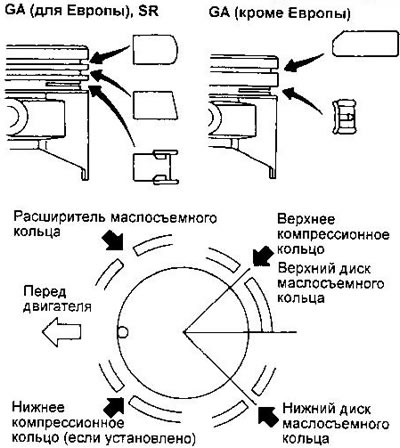
Ak piestne krúžky nie sú vymenené, musia byť nainštalované v pôvodnej polohe. Montáž nových piestnych krúžkov bez vyrazenej značky je povolená z oboch strán.
Pri výmene horného kompresného krúžku alebo bloku valcov v motoroch CD je potrebné vybrať krúžok, ktorý má požadovanú vôľu v zámku. Pre valce veľkostných skupín 1, 2 a 3 sa používajú krúžky bez značky a pre valce skupiny 4 a 5 sa používajú krúžky so značkou S.
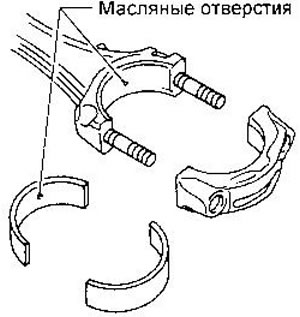
4. Namontujte späť panvy hlavných ložísk a namažte ich novým motorovým olejom (v bloku valcov) majú olejové drážky a/alebo otvory. Horné panvy 3. hlavného ložiska v motoroch GA a SR sú inštalované s prítlačnými podložkami. V motoroch CD sa namiesto polovičných krúžkov používajú prírubové vložky.
5. Nainštalujte kryty kľukového hriadeľa a hlavného ložiska. Čísla ložísk sú vyznačené na uzáveroch.
Namažte závity a dosadacie plochy skrutiek hlavného ložiska novým motorovým olejom. Pred dotiahnutím skrutiek nastavte veká ložísk do ich normálnej polohy pohybom kľukového hriadeľa tam a späť v axiálnom smere. Na motoroch GA a CD utiahnite skrutky uzáveru v dvoch alebo troch krokoch v poradí znázornenom na obrázku.
Pre motory SR je postup uťahovania nasledujúci:
- A) Utiahnite všetky skrutky na 26-32 Nm (v motoroch SR20DE pre Európu od 04.96 - krútiaci moment 7-13 Nm) v poradí znázornenom na obrázku (Blok valcov zobrazený pre európske motory od 04.96).
- b) Utiahnite všetky skrutky o 75-80°.
- c) Úplne uvoľnite všetky skrutky.
- d) Všetky skrutky opäť utiahnite na 32-38 Nm.
- e) Utiahnite všetky skrutky o 45-50° (30-35°v motoroch SR20DE pre Európu od 04.96). Pri absencii kľúča s uhlomerom môžete na meranie uhlov použiť uhlomer. Neodporúča sa vykonávať túto operáciu na oku.
Po dokončení utiahnutia sa uistite, že sa kľukový hriadeľ vaz otáča hladko rukou.
6. Pomocou číselníka zmerajte axiálnu vôľu kľukového hriadeľa (pozdĺž konca hriadeľa) alebo sonda (v stredovom ložisku).
Hodnotené voľné hranie, mm:
- GA motory - 0,060-0,180
- Motor SR - 0,10-0,26
- CD motory - 0,05-0,18
Maximálna povolená vôľa pre všetky motory je 0,30 mm.
7. Namontujte späť panvy ložísk ojnice.
Olejové otvory v ložisku ojnice a ojnici sa musia zhodovať.
Naneste nový motorový olej na závity a dosadacie plochy skrutiek.
8. Vložte piesty s ojnicou do príslušných valcov pomocou kompresora piestnych krúžkov. Značky na korunách piestov musia smerovať k prednej časti motora. Dávajte pozor, aby ste nepoškriabali steny valca spojovacími tyčami.
Namažte piestne krúžky a trecie plochy piestov motorovým olejom.
9. Nainštalujte kryty ložísk ojnice. Veká ložísk ojnice a ojnice musia mať rovnaké označenie (číslo valca). Utiahnite matice ložiska ojnice, pričom piesty umiestnite striedavo na BDC.
a) Ďalej utiahnite matice
- GA motory - 13,8-15,7 Nm
- Motory SR - 14-16 Nm
- CD motory - 15 Nm
b) Otočte matice do určeného uhla alebo ich utiahnite na určený krútiaci moment:
- GA motory - 35 40° (23-28 Nm)
- SR Motor - 60-65° (38-44 Nm)
- CD motory - 60-65° (37-45 Nm)
10. Zmerajte axiálnu vôľu v ojničných ložiskách pomocou spáromeru.
Menovitá axiálna vôľa:
- GA motory - 0,20-0,47 mm
- SR Motor - 0,20-0,35mm
- CD motory - nie viac ako 0,30 mm
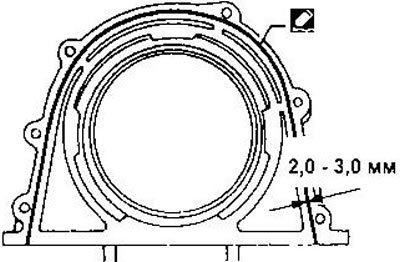
Maximálna povolená vzdialenosť je 0,50 mm pre motory GA a SR a 0,30 mm pre motory CD.
11. Nainštalujte zadný držiak olejového tesnenia. Najprv odstráňte všetky stopy starého tmelu z montážnych plôch držiaka a bloku valcov a naneste súvislý pásik tmelu, ktorý sa zvnútra ohýba okolo otvorov pre skrutky.