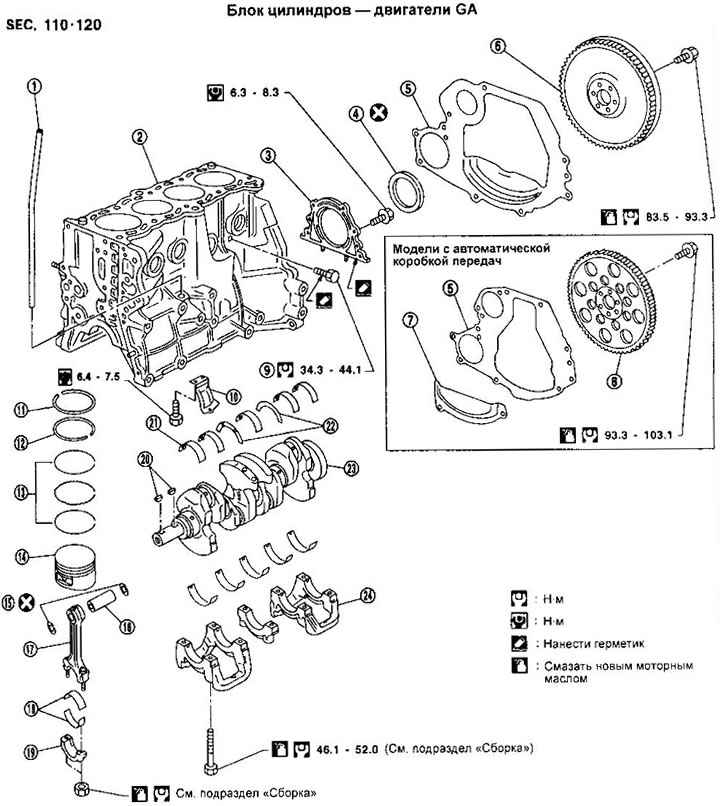
1. Cijev šipke za mjerenje ulja
2. Blok cilindra
3. Držač stražnjeg jastučića koljenastog vratila
4. Stražnja uljna brtva
5. Stražnji poklopac
6. Zamašnjak
7. Donji poklopac
8. Pogonski disk
9. Ispusni čep rashladnog plašta
10. Pufer ploča
11. Gornji kompresijski prsten
12. Donji kompresijski prsten (Samo za Europu GA14DE i GA16DE motori bez VTC-a)
13. Prsten za struganje ulja
14. Klip
15. Potporni prstenovi
16. Klipna osovinica
17. Klipnjača
18. Školjke ležaja klipnjače
19. Kapica ležaja klipnjače
20. Tiple
21. Glavna ljuska ležaja
22. Potisni poluprstenovi
23. Radilica
24. Poklopac glavnog ležaja
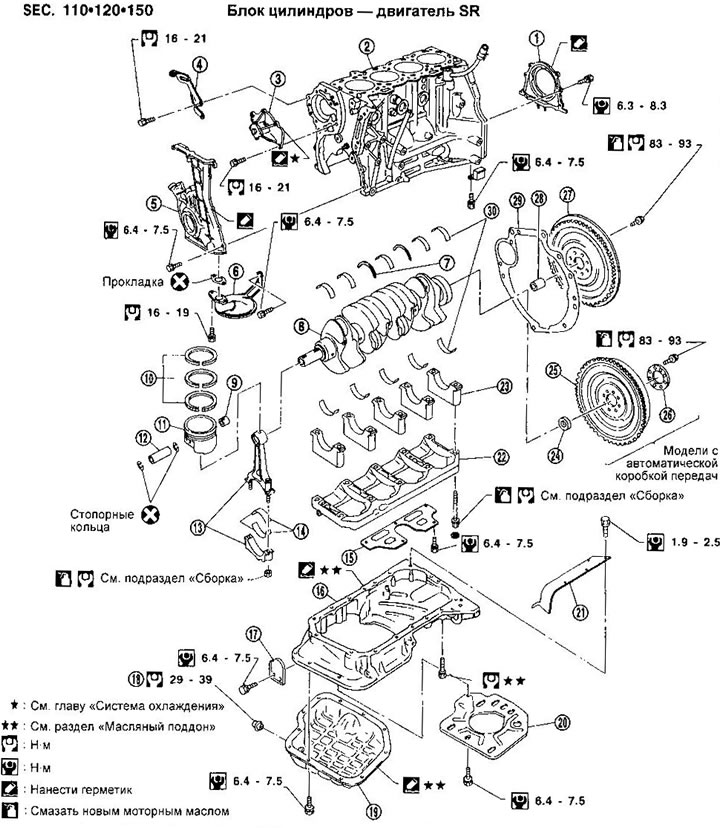
1. Držač stražnje uljne brtve radilice
2. Blok cilindra
3. Pumpa za vodu
4. Zatezač pumpe servo upravljača
5. Prednje kućište radilice s pumpom za ulje
6. Spremnik ulja
7. Potisni poluprsten
8. Radilica
9. Čahura klipnjače
10. Klipni prstenovi
11. Klip
12. Klipna osovinica
13. Klipnjača
14. Školjke ležaja klipnjače
15. Pregrada*
16. Aluminijska paleta
17. Stražnji omot
18. Odvodni čep
19. Čelična paleta
20. Pregrada
21. Bočna pregrada*
22. Longeron glavnih ležajeva*
23. Poklopac glavnog ležaja
24. Vodeći rukavac
25. Pogonski disk
26. Prsten za ojačanje
27. Zamašnjak
28. Vodeća čahura
29. Stražnji omot
30. Glavne ljuske ležaja
* Nije dostupno na SR20DE motorima za Europu od 04.96
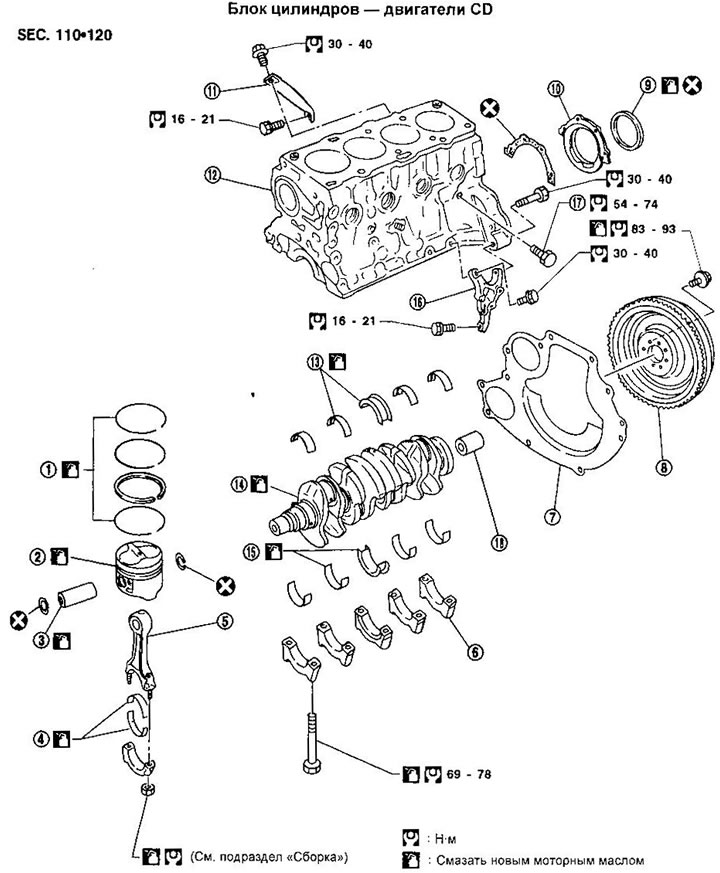
1. Klipni prstenovi
2. Klip
3. Klipni klip
4. Školjke ležaja klipnjače
5. Klipnjača
6. Poklopac glavnog ležaja
7. Stražnji poklopac
8. Zamašnjak
9. Stražnja uljna brtva radilice
10. Stražnji držač uljne brtve
11. Potporni nosač
12. Blok cilindra
13. Obloge radikalnih ležajeva
14. Radilica
15. Umetci radikalnih ležajeva
16. Potporni nosač
17. Ispusni čep rashladnog plašta
18. Vodeći rukavac
Rastavljanje
Grupa koljenasto vratilo i klipnjača-klip.
1. Postavite motor na postolje radi rastavljanja.
2. Ispustite rashladnu tekućinu i ulje.
3. Uklonite lanac ili zupčasti remen kada zalijepite vodu (vidi odjeljak «Pogon razvodnog zupčanika»).
4. Za CD motore, uklonite pumpe za vodu i ulje.
5. Uklonite glavu cilindra (vidi odjeljak «Pogon razvodnog zupčanika» za GA i SR motore odn «glava cilindra» za CD motore).
6. Uklonite posudu za ulje (vidi odjeljak «posuda za ulje»).
7. Uklonite klipove s klipnjačama. Uklonite osigurače osovinice klipa. Za prešanje klipnih osovinica zagrijte klipove na 60-70°C ili koristite stalak za prešanje na sobnoj temperaturi.
8. Uklonite držač stražnjeg jastučića koljenastog vratila.
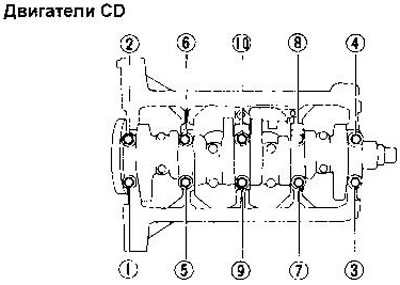
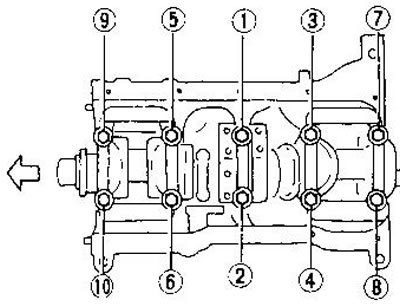
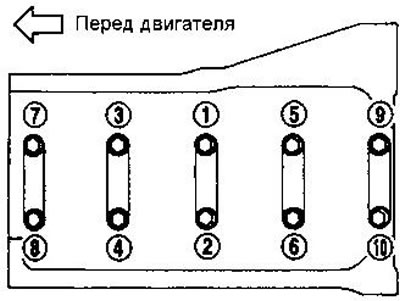
9. Odvrnite vijke poklopaca radikalnih ležajeva u redoslijedu navedenom na crtežu, a zatim uklonite koljenasto vratilo.
Prije skidanja kapica glavnih ležajeva, izmjerite aksijalni slobodni hod koljenastog vratila.
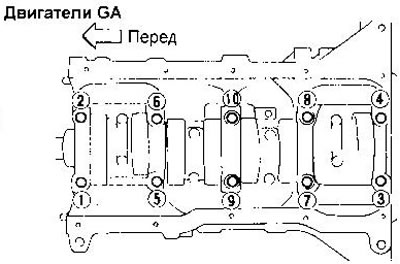
Vijke poklopca treba otpustiti u dva ili tri koraka.
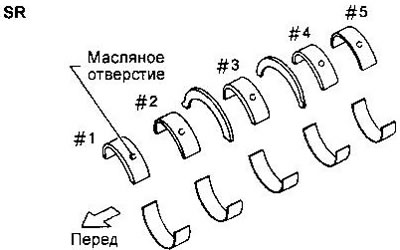
Školjke i poklopci glavnih ležajeva moraju biti postavljeni na svoja izvorna mjesta tijekom sastavljanja, stoga pazite da ih ne pomiješate nakon uklanjanja.
10. Uklonite klipne prstenove pomoću odgovarajućeg skidača.
Ispitivanje
Razmak između klipa i osovinice klipa. Izmjerite unutarnji promjer provrta klipa i vanjski promjer osovinice klipa.
Nazivni promjer provrta klipa, mm:
- GA motori - 18.987-18.999
- SR Motor - 21.987-21.999
- CD motori - 24.991-24.999
Nazivni promjer osovinice klipa, mm:
- GA motori - 18.989-19.001
- Motor SR - 21.989-22.001
- CD motori - 24.994-25.000
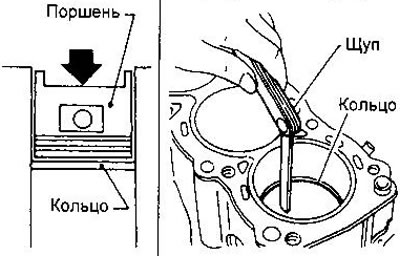
Izračunajte zazor oduzimanjem promjera osovinice klipa od promjera provrta. Rezultat bi trebao biti između -0,004 mm i 0 mm. Ako je zazor pozitivan, zamijenite sklop klipa i osovinice klipa. Visinski razmak između klipnih prstenova i utora. Izmjerite specificirani zazor mjernom mjerom. Da biste dobili točan rezultat, sonda mora ući u utor dok se ne zaustavi.
Najveća dopuštena zračnost je 0,2 mm za sve prstenove na GA i SR motorima i 0,1 mm za sve prstene na CD motorima.
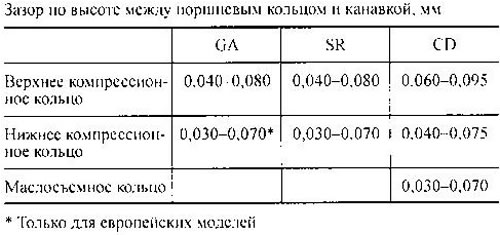
Ako zazor nije unutar navedenih granica, zamijenite klip i/ili klipne prstenove.
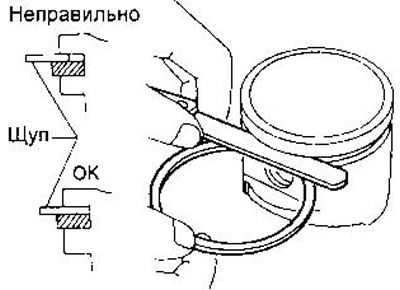
Zazori klipnih prstenova. Utisnite klipni prsten u cilindar kao što je prikazano i izmjerite razmak mjernom mjerom.
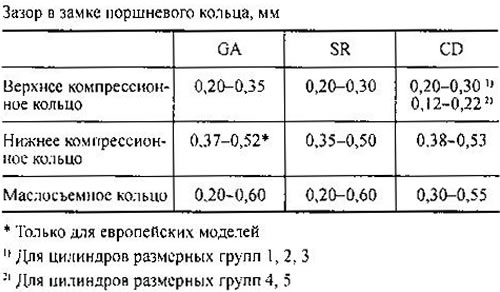
Najveći dopušteni razmak u bravama svih klipnih prstenova GA i SR motora je 1,0 mm.
Kod CD motora najveći dopušteni razmaci su sljedeći:
- Gornji kompresijski prsten - 1,0 mm
- Donji kompresijski prsten - 0,7 mm
- Prsten za struganje ulja - 0,6 mm
Ako zazor nije unutar navedenih granica, zamijenite klipni prsten. Ako se nakon toga razmak nije vratio u normalu, probušite cilindar i ugradite klip s većim prstenovima (vidi odjeljak «Podaci za prilagodbe i kontrolu»).
Ako klip treba zamijeniti, također provjerite stanje cilindra. Ako na stijenkama cilindra ima ogrebotina ili ogrebotina, izbrusite cilindar ili zamijenite blok cilindra.
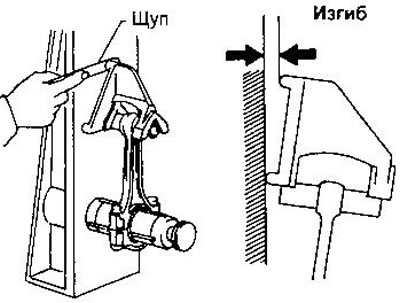
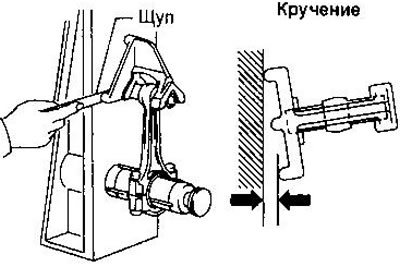
Savijanje i uvijanje klipnjača. Maksimalne dopuštene vrijednosti savijanja i torzije po 100 mm duljine su sljedeće:
- GA i SR motori: zavoj - 0,15 mm, torzija - 0,30 mm.
- CD motori: savijanje i torzija - 0,025 mm.
Deformacija bloka cilindra. Očistite spojnu površinu bloka cilindra i izmjerite njegovu ravnost primjenom metalnog ravnala u šest smjerova.
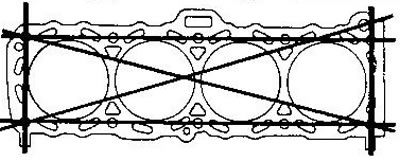
Maksimalno dopušteno odstupanje od ravnosti je 0,1 mm za sve motore. Ako je ova vrijednost prekoračena, ponovno izbrusite spojnu površinu ili zamijenite blok cilindra.
Dopušteno smanjenje visine bloka cilindra nakon obrade određuje se iz uvjeta A + B = 0,2 mm (0,1 mm za CD motor), gdje je A smanjenje visine glave cilindra nakon obrade; B - smanjenje visine bloka cilindra.
Nazivna visina bloka (od osi koljenastog vratila), mm:
- GA: 213,95-214,05
- SR: 211,25-211,35
- CD: 211,25-211,35
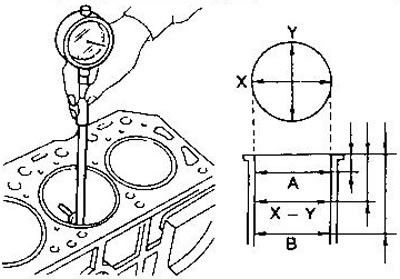
Razmak između klipa i cilindra. Pomoću mjerača provrta izmjerite provrt cilindra, ovalnost i konus.
Mjerenja se vrše na dubini od 20, 60 i 100 mm za GA motore; 10, 60 i 100 mm za SR motor; 20, 70 i 120 mm za CD motore.
- Nazivni promjer cilindra, mm:
- Motori GA14DE, 15DE - 73.600-73.630
- Motor GA16DE - 76.000-76.030
- Motor SR - 86.000-86.030
- CD motori - 84.500-84.550
- Dopuštena ovalnost (X-Y) — ne više od 0,015 mm
- Dopušteno suženje (A-B) — ne više od 0,010 mm
Maksimalno dopušteno trošenje je 0,2 mm za cilindre svih motora.
Ako je istrošenost barem jednog cilindra veća od 0,2 mm, izbušite sve cilindre. Zamijenite blok cilindra ako je potrebno.
Ako na površini cilindra ima ogrebotina ili neravnina, izbrusite cilindar.
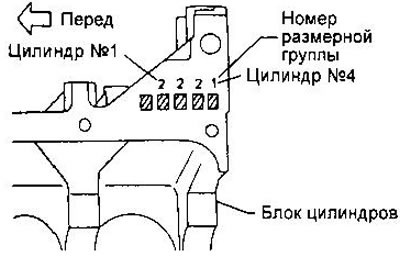
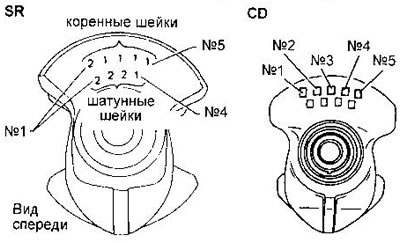
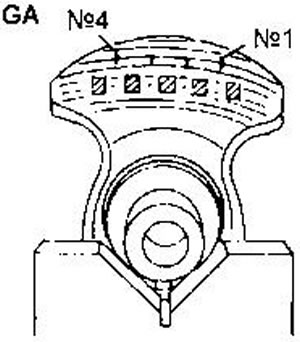
Prilikom istovremene zamjene bloka cilindra i klipova, gornje crne skupine klipova moraju odgovarati gornjim crnim skupinama cilindara označenim na bloku cilindra.
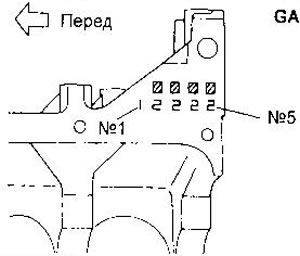
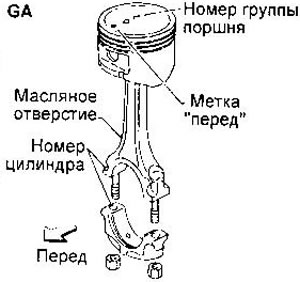
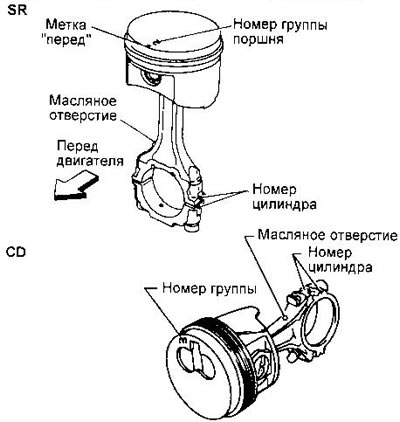
Za SR i CD motore, brojevi grupa označeni su na spojnoj ravnini pored rupa odgovarajućih cilindara, a za GA motore - na mjestu prikazanom na slici.
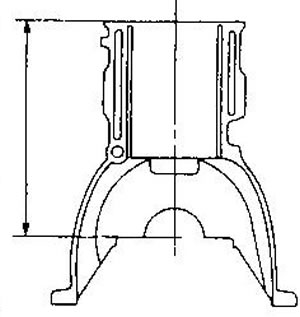
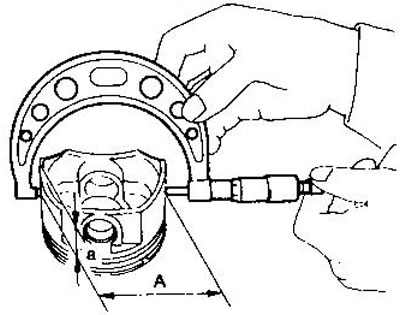
Izmjerite promjer ruba klipa okomito na osovinicu klipa. Udaljenost (A) od ruba suknje do ravnine mjerenja, kao i vrijednosti promjera dane su u odjeljku «Podaci za prilagodbe i kontrolu».
Dopušteni razmak između klipa i cilindra, mm:
- GA motori - 0,015-0,035 mm
- SR motor - 0,010-0,030 mm
- CD motori - 0,025-0,045 mm
Ako razmak premašuje navedenu vrijednost, odaberite veće klipove i probušite cilindre (vidi pododjeljak «Provrt cilindra»).
Radilica. Provjerite stanje glavnih i klipnjača. Ne bi trebali imati zareze, istrošenost i pukotine.
Pomoću mikrometra odredite suženost i ovalnost vrata.
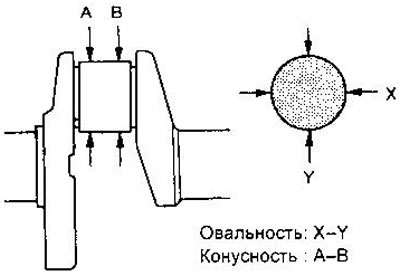
ovalnost (X-Y) i sužavanje (A-B), mm:
- Motori SA - ne više od 0,005 (konus ne više od 0,002)
- SR motor:
- Autohtoni vratovi - ne više od 0,005
- Klipnjače - ne više od 0,0025
- CD motori - ne više od 0,005
Izmjerite odstupanje koljenastog vratila postavljanjem vratila na prizme. Razlika u očitanjima indikatora za jedan puni okretaj osovine uzima se kao vrijednost odstupanja.
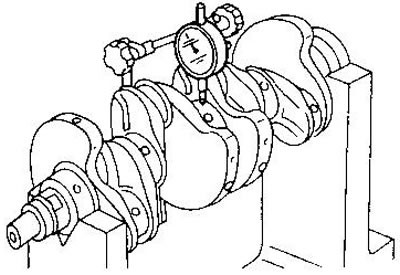
- Radijalno odstupanje - ne više od 0,005 mm
Zazori u glavnim i klipnjačnim ležajevima. Postoje dva načina za mjerenje razmaka: pomoću mikrometra i unutarnjeg mjerača ili pomoću plastične žice. Prva metoda je poželjnija jer daje točnije rezultate.
Glavni ležajevi: Ugradite školjke ležaja na njihova mjesta u bloku cilindra.

Ugradite poklopce ležajeva i zategnite vijke na potrebni moment u dva ili tri koraka. Slijedite redoslijed zatezanja.
Izmjerite unutarnje promjere glavnih ležajeva i vanjske promjere glavnih rukavaca radilice.
Nazivni zazor u glavnim ležajevima, mm:
- GA motori - 0,018-0,042
- Motor SR - 0,004-0,022
- CD motori - 0,039-0,065
Maksimalni dopušteni razmak je 0,1 mm za GA motore i 0,050 mm za SR motore. Za CD motore, zazor mora biti unutar gornjih granica.
Ako razmak premašuje navedene vrijednosti, zamijenite obloge.
Ako se zazor ne može ispraviti zamjenom košuljica ili su grla na bilo koji način oštećena (ogrebotine, ogrebotine), moraju se brusiti na najbližu popravnu veličinu i ugraditi umetke veće debljine (vidi odjeljak «Podaci za prilagodbe i kontrolu»).
Prijelazi između vrata i obraza koljena moraju biti obrađeni na određeni način (vidjeti slike).

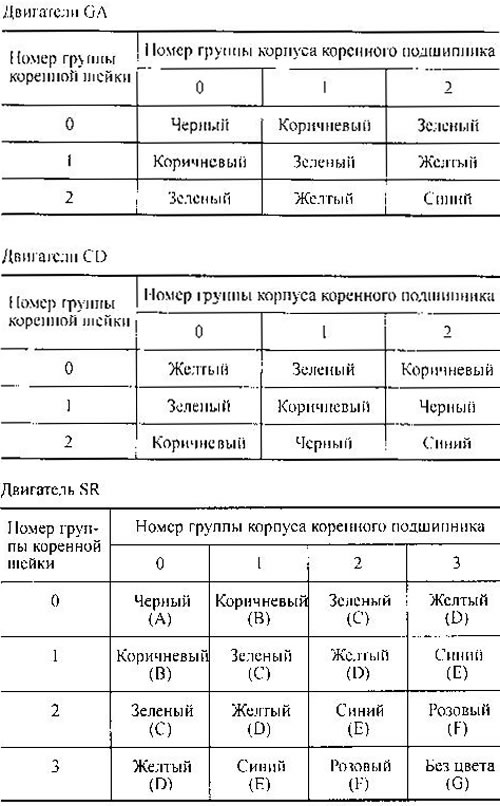
Ako radilica Ako se blok cilindra ili školjke ležaja trebaju ponovno upotrijebiti, izmjerite zazor glavnog ležaja. Prilikom zamjene svih navedenih dijelova debljina obloga se odabire na sljedeći način:
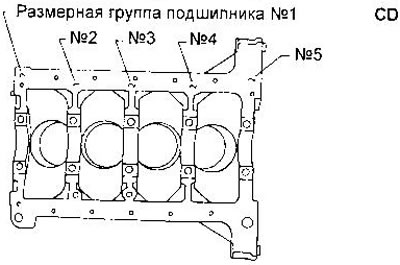
A) Brojevi dimenzijskih skupina kućišta glavnih ležajeva utisnuti su na blok cilindra arapskim ili rimskim brojevima.

b) Brojevi grupa veličina glavnih rukavaca koljenastog vratila utisnuti su na protuutegu koljenastog vratila arapskim ili rimskim brojevima.
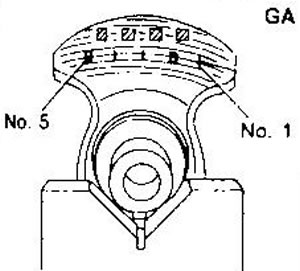
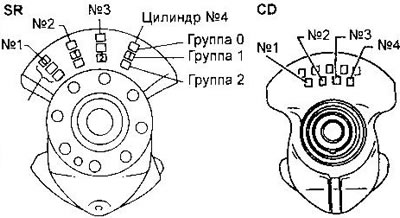
Na SR motorima, grupni brojevi za glavne rukavce i rukavce klipnjače mogu biti utisnuti na prednji protuuteg koljenastog vratila (kako je prikazano na slici) ili samo brojevi grupa glavnih časopisa.
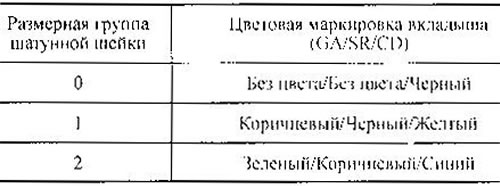
S) Debljina košuljica određena je tablicama. Označavanje bojom nanosi se na krajnju površinu košuljica.
Ležajevi klipnjače (donja glava klipnjače). Umetnite čahure u klipnjaču i poklopac ležaja klipnjače. Postavite poklopac i zategnite vijke potrebnim momentom.
Izmjerite unutarnji promjer svakog ležaja klipnjače. Zatim izmjerite promjer rukavaca klipnjače koljenastog vratila.
Nazivni zazor u ležajevima klipnjače, mm:
- GA motori - 0,014-0,039
- Motor SR - 0,020-0,045
- CD motori - 0,031-0,055
Maksimalni dopušteni razmak je 0,1 mm za GA motore i 0,065 mm za SR motore. Za CD motore, zazor mora biti unutar gornjih granica.
Ako razmak premašuje navedene vrijednosti, zamijenite obloge.
Ako se zazor ne može ispraviti zamjenom košuljica ili su grla na bilo koji način oštećena (ogrebotine, ogrebotine), moraju se ponovno brusiti na najbližu veličinu popravka i ugraditi obloge povećanog promjera (vidi odjeljak «Podaci za prilagodbe i kontrolu»).
Pri brušenju osovinica radilice treba voditi računa o zahtjevima za obradu prijelaza između vrata i obraza poluge, slično glavnim rukavcima.
Ako se mijenja koljenasto vratilo, klipnjače ili ljuske ležaja, odaberite debljinu ljuski ležaja iz tablica.
Grupe veličina rukavaca klipnjača utisnute su na protuutegu koljenastog vratila. Za SR motore mogu se utisnuti na stražnji protuuteg (vidi sliku) ili na prednjoj strani uz brojeve glavnih skupina dnevnika.
Zazor između čahure klipnjače i osovinice klipa. Izmjerite unutarnji promjer rogova i vanjski promjer osovinice klipa. Nazivni razmak, mm:
- GA i SR motori - 0,005-0,017
- CD motori - 0,025-0,044
Maksimalni dopušteni razmak za GA i SR motore je 0,023 mm. Za CD motore, zazor mora biti unutar gornjih granica.
Ako je zazor veći od navedenih vrijednosti, zamijenite klipnjaču, klipnu čahuru i/ili klip klipnom osovinicom.
Aksijalno odstupanje zamašnjaka/pogonske ploče. Izmjerite odstupanje zamašnjaka s mjeračem. Razlika u očitanjima indikatora za jedan puni okretaj zamašnjaka uzima se kao vrijednost odstupanja.
Aksijalno odstupanje, mm:
- GA i SR motori (zamašnjak) - ne više od 0,15
- GA i SR motori (pogonski disk) — ne više od 0,2*
- CD motori (zamašnjak) - ne više od 0,15
* Na udaljenosti od oko 115 mm od osi koljenastog vratila.
Provrt cilindra
1. Na temelju izmjerenog zazora između klipa i cilindra odredite potrebnu veličinu klipa za popravak (vidi odjeljak «Podaci za prilagodbe i kontrolu»).
2. Izračunajte promjer cilindra pomoću formule:
D \u003d A - B + C, gdje je:
D je promjer cilindra nakon bušenja,
A je promjer klipa
B je potreban zazor između klipa i cilindra.
C - dodatak za brušenje (0,02 mm).
3. Postavite poklopce radikalnih ležajeva i zategnite vijke potrebnim trenutkom. To će spriječiti deformaciju provrta cilindara.
4. Probušite cilindre.
Ako barem jedan cilindar zahtijeva ponovno bušenje, svi cilindri moraju biti ponovno probušeni.
Probušite u nekoliko prolaza, svaki put povećavajući promjer za oko 0,05 mm.
5. Izbrusiti cilindre kako bi se dobio potreban zazor između klipa i cilindra.
6. Izmjerite ovalnost i konusnost cilindra. Mjerenja se moraju provesti nakon potpunog hlađenja bloka cilindra.
Zamjena čahure gornje glave klipnjače
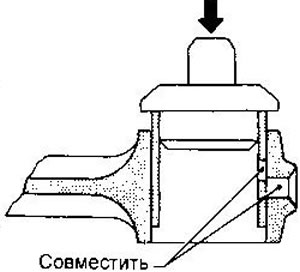
1. Staru čahuru utisnete odgovarajućim trnom.
2. Utisnite novu čahuru u ravnini s površinom glave klipnjače. Provjerite jesu li rupe za ulje poravnate.
3. Obrnuti ležaj za osiguravanje 0,005-0,017 mm zazora osovinice klipa na GA i SR motorima. Kod CD motora promjer provrta trebao bi biti 25,025-25,038 mm (zazor 0,025-0,044 mm).
Skupština
1. Ugradite novi osigurač u jedan od provrta klipa.
2. Zagrijte klip na 60-70°C i spojite ga na klipnjaču. Ugradite drugi pričvrsni prsten (također novo).
Pripazite na međusobnu orijentaciju klipa i klipnjače.
Odgovarajući broj cilindra utisnut je na klipnjači i poklopcu ležaja klipnjače.
Nakon ponovnog sastavljanja, provjerite okreće li se klipnjača glatko i bez zapinjanja.
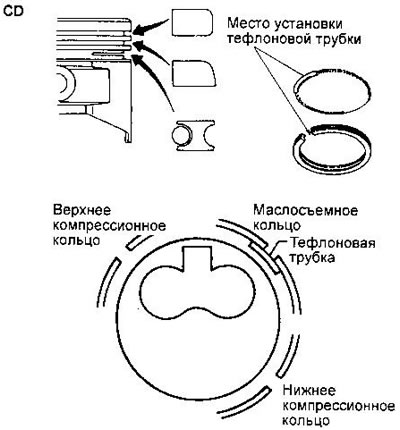
3. Postavite klipne prstenove kao što je prikazano. Ako je na prstenu utisnut znak, mora biti okrenut prema gore.
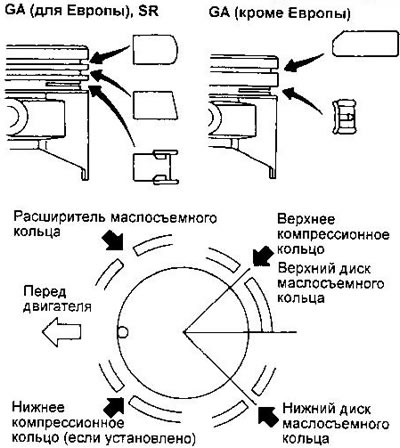
Ako klipni prstenovi nisu zamijenjeni, moraju se postaviti u njihov izvorni položaj. Ugradnja novih klipnih prstenova bez utisnute oznake dopuštena je s obje strane.
Prilikom zamjene gornjeg kompresijskog prstena ili bloka cilindra u CD motorima potrebno je odabrati prsten koji ima potreban zazor u bravi. Za cilindre veličine skupine 1, 2 i 3 koriste se prstenovi bez oznake, a za cilindre skupine 4 i 5 koriste se prstenovi s oznakom S.
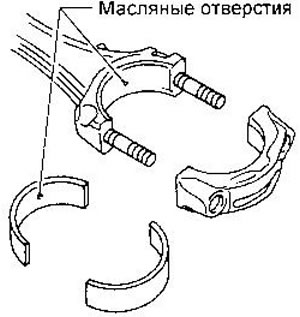
4. Ponovno postavite ljuske glavnih ležajeva i podmažite ih novim motornim uljem (u bloku cilindra) imaju žljebove za ulje i/ili rupe. Gornje ljuske 3. glavnog ležaja u GA i SR motorima ugrađene su s potisnim podloškama. U CD motorima umjesto poluprstenova koriste se obloge prirubnice.
5. Ugradite radilicu i poklopce glavnih ležajeva. Na poklopcima su označeni brojevi ležajeva.
Premažite navoje i dosjedne površine vijaka glavnih ležajeva novim motornim uljem. Prije zatezanja vijaka, postavite poklopce glavnih ležajeva u njihov normalan položaj pomicanjem radilice naprijed-natrag u aksijalnom smjeru. Na GA i CD motorima, zategnite zavrtnje u dva ili tri koraka, redoslijedom prikazanim na slici.
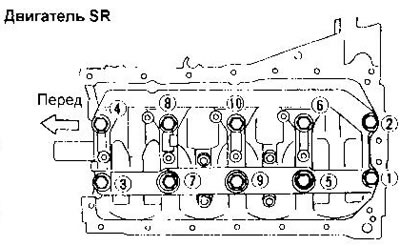
Za SR motore postupak zatezanja je sljedeći:
- A) Zategnite sve vijke na 26-32 Nm (u motorima SR20DE za Europu od 04.96 - okretni moment 7-13 Nm) redoslijedom prikazanim na slici (Blok cilindra prikazan za europske motore od 04.96).
- b) Zategnite sve vijke za 75-80°.
- c) Potpuno otpustite sve vijke.
- d) Ponovno zategnite sve vijke na 32-38 Nm.
- e) Zategnite sve vijke za 45-50° (30-35°u motorima SR20DE za Europu od 04.96). U nedostatku ključa s kutomjerom, možete koristiti kutomjer za mjerenje kutova. Ne preporučuje se izvođenje ove operacije na oku.
Nakon završetka zatezanja, uvjerite se da se radilica vaz glatko okreće rukom.
6. Izmjerite aksijalni slobodni hod koljenastog vratila pomoću mjerača s brojčanikom (duž kraja osovine) ili sonda (u središnjem ležaju).
Ocijenjena slobodna igra, mm:
- GA motori - 0,060-0,180
- Motor SR - 0,10-0,26
- CD motori - 0,05-0,18
Maksimalni dopušteni slobodni hod za sve motore je 0,30 mm.
7. Ponovno postavite školjke ležaja klipnjače.
Otvori za ulje na ležaju klipnjače i klipnjače moraju odgovarati.
Nanesite novo motorno ulje na navoje i sjedeće površine vijaka.
8. Umetnite klipove s klipnjačama u odgovarajuće cilindre pomoću kompresora s klipnim prstenom. Oznake na krunama klipa moraju biti okrenute prema prednjoj strani motora. Pazite da klipnjačama ne ogrebete stijenke cilindra.
Podmažite klipne prstenove i tarne površine klipa motornim uljem.
9. Ugradite poklopce ležaja klipnjače. Kapice ležaja klipnjače i klipnjače moraju imati istu oznaku (broj cilindra). Zategnite matice ležaja klipnjače, postavljajući klipove naizmjenično u BDC.
a) Zatim zategnite matice
- GA motori - 13,8-15,7 Nm
- SR motori - 14-16 Nm
- CD motori - 15 Nm
b) Okrenite matice pod određenim kutom ili ih zategnite do navedenog momenta:
- GA motori - 35 40° (23-28 Nm)
- SR Motor - 60-65° (38-44 Nm)
- CD motori - 60-65° (37-45 Nm)
10. Izmjerite potisnu zračnost u ležajevima klipnjače pomoću mjerača.
Nazivni aksijalni zazor:
- GA motori - 0,20-0,47 mm
- SR motor - 0,20-0,35 mm
- CD motori - ne više od 0,30 mm
Maksimalni dopušteni razmak je 0,50 mm za GA i SR motore i 0,30 mm za CD motore.
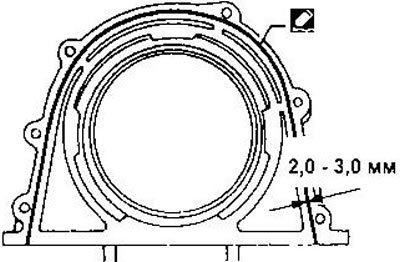
11. Ugradite držač stražnje uljne brtve. Prvo uklonite sve tragove starog brtvila s montažnih površina držača i bloka cilindra i nanesite kontinuirani sloj brtvila, savijajući oko rupa za vijke s unutarnje strane.