2. Lay out the pistons assembled with connecting rods and new piston rings in such an order that the set of rings corresponds to the cylinder in which the gap will be measured and in which the checked rings will be installed.
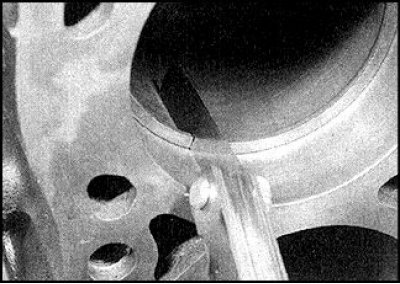
3. Insert the upper ring into the first cylinder and push the piston head inward, so that the ring inside the cylinder becomes perpendicular to its axis. Push the ring to such a depth at which the edge of the piston skirt is aligned with the split plane of the cylinder block, then remove the piston.
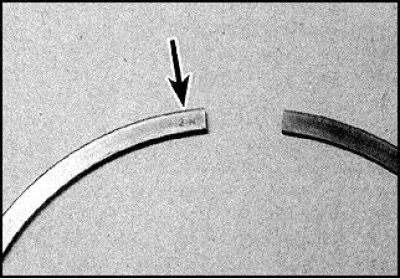
4. Measure the gap with a feeler gauge and compare the result with the standard.
5. If the gap is too small, then carefully file the ends of the ring with a thin file.
6. If the clearance is higher than normal, then make sure that the ring matches the given engine and cylinder size group.
7. Repeat the procedure for each ring of the first cylinder, as well as for the rings of the remaining cylinders. Keep rings and pistons corresponding to the same cylinder together.
8. After selecting the rings, measuring and adjusting the gap, the rings can be installed on the pistons.
Attention! Always follow the ring manufacturer's instructions as different manufacturers recommend different procedures for fitting rings to the piston. Do not mix up the top and bottom compression rings, which have different profiles.
9. The oil scraper ring is installed first.
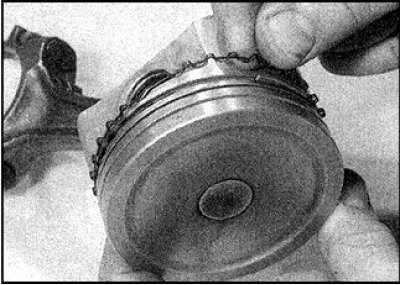
10. Install the expander into the groove.
11. Then, between the expander and the piston groove pads, install in order the upper and lower disks of the oil scraper ring.
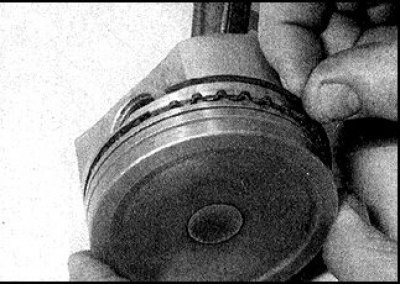
12. Install the lower compression ring.
13. Install the top compression ring with the correct orientation. If the ring has a symmetrical cross-section, then position it so that the identification mark is facing up.
14. Arrange the joints accordingly.
15. Install the rings on the remaining pistons.