Warping of the cylinder head
Check for warpage on the underside of the cylinder head at several points in six directions.
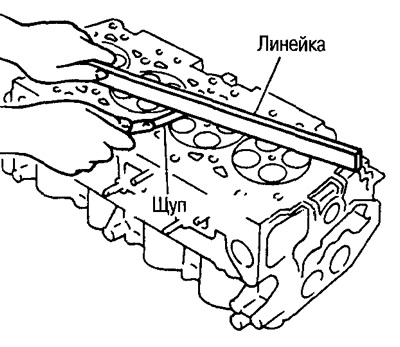
- Limit Warping: 0.04mm
Valve sizes
Use a micrometer to check the dimensions of the valves.
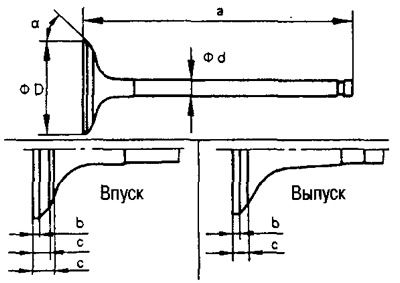
Standard valve sizes (mm):

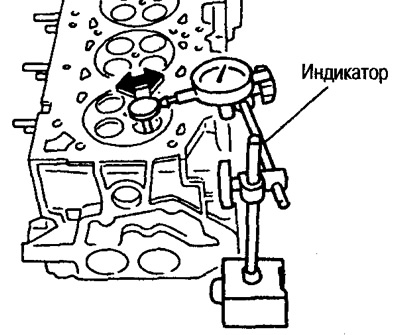
Valve guide clearance
This check is made before the valve guide is removed.
Check that the valve stem size is within specification.
Press the valve into the combustion chamber about 25 mm, rock the valve towards the indicator and measure the amount of movement.
The valve guide clearance is ½ of the indicator reading.
Standard Clearance:
- Inlet: 0.020-0.053mm
- Outlet: 0.040-0.073 mm
Limit clearance:
- Inlet: 0.08mm
- Outlet: 0.1mm
Valve Guide Replacement
When replacing a valve guide, a larger guide is installed (by 0.2 mm) repair size.
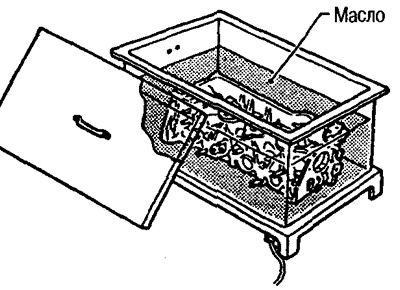
(1) Heat the cylinder head to 110-130°C in an oil bath.
(2) Knock the valve guide out of the combustion chamber with a punch (for diameter 6 mm).
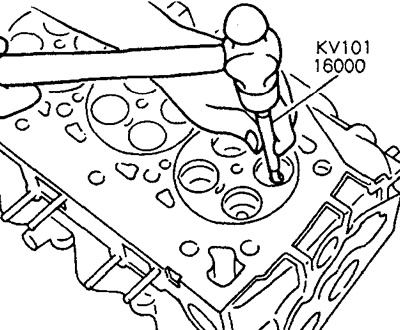
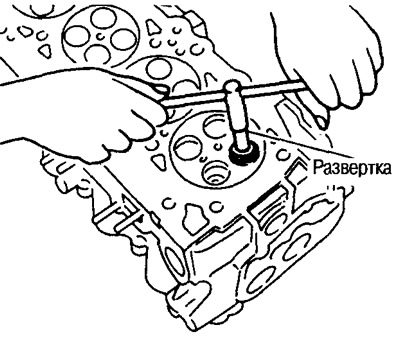
(3) Using a reamer, finish the surface of the hole for the valve guide.
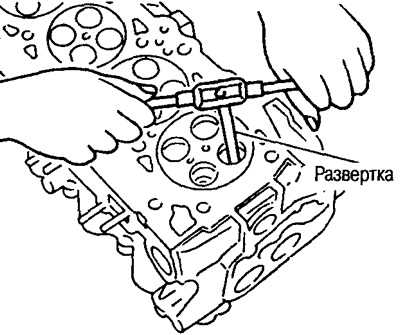
Standard reamed hole diameter:
- Inlet and outlet: 10.175-10.196mm
(4) Heat the cylinder head to 110-130°C in an oil bath.
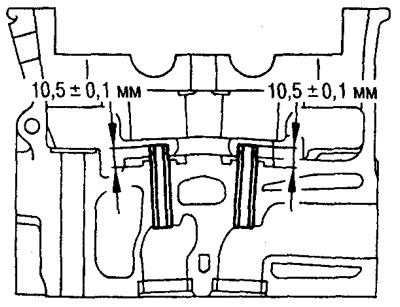
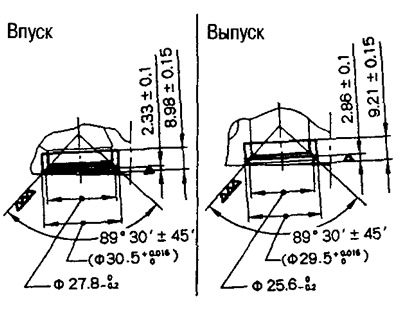
(5) With punch or press (for diameter 6 mm) press the valve guide into the hole on the camshaft side so that the dimensions shown in the figure are obtained.
(6) After pressing the guide bushing, make the final reamer.
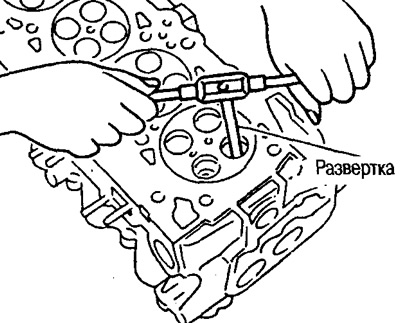
Standard hole diameter after final reamer:
- Inlet and outlet: 6.000-6.018mm
Valve seat contact pattern
Perform this check to ensure that the valve guides and valves themselves are the correct size.
Apply red lead PL-1 to the contact surfaces of the seat and valve and check the uniformity of the valve to the seat during installation of the parts.
Make sure the imprint develops continuously around the entire circumference.
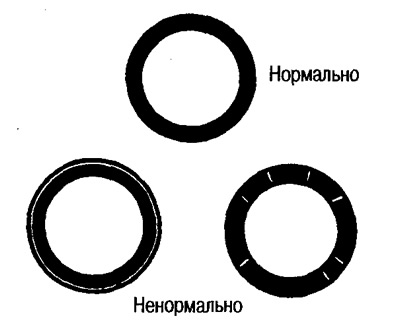
Otherwise, lap in the valve and check the fit again. If the result is negative on retest, replace the valve seat.
Valve seat replacement
When replacing a valve seat, a repair seat with an enlarged (by 0.5 mm) size.
(1) Drill out the old seat so that the wall is very thin, and then remove it.
(2) Ream the seat recess in the cylinder head to the following dimensions.
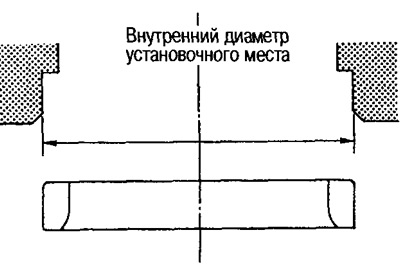
Standard size after reaming:
- Intake: 30.500-30.516mm
- Outlet: 29.500-29.516 mm
(3) Heat the cylinder head in an oil bath to 110-130°C.
(4) Cool the valve seat with dry ice and press it into the cylinder block. Attention:
Do not touch cold saddles with bare hands.
(5) Bring the seat to the required dimensions by milling.
Caution: When cutting a seat with a cutter, hold the tool handle with both hands so that the cutter touches the entire circumference, and cut in one step. If the cutter is not pressed correctly, or set several times, steps may appear on the valve seat.
(6) Lappe the valve with grinding paste.
(7) Check the condition of the valve seat.
Valve spring squareness
Place the valve spring against the angle and rotate the spring to measure the maximum deviation of the top of the spring from the angle.
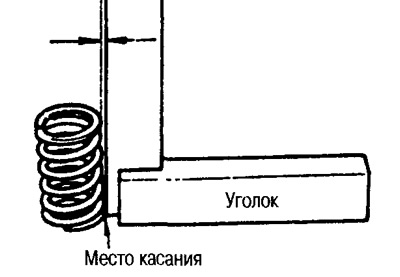
- Ultimate non-rectangularity: 2.1 mm
Spring free length, spring compression pressure
Measurements are taken with a special tester for valve springs.
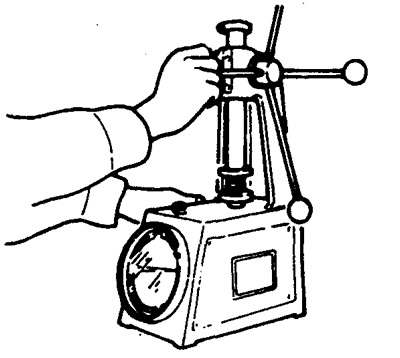
Standard spring parameters (mm):
