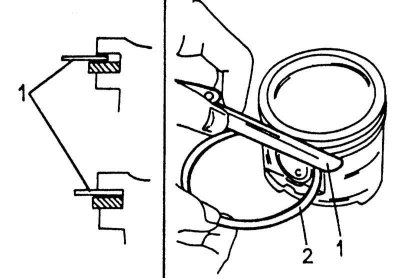
Measurement of the vertical clearance of piston rings in the piston grooves. The probe must be inserted in accordance with the lower image in the left figure
1 - flat probe
2 - piston ring
2. Alternately insert all piston rings from the top side of the crankcase into the cylinder. Using the upside down piston, insert the rings to approximately the height of the piston. Thanks to this, they will sit in the hole evenly. Insert a feeler gauge into the gap between the ends of the ring, as shown on the right in the illustration below, to measure the gap in the lock. Mi one ring should not have a gap of more than 1.0 mm. Required values are specified in Specifications.
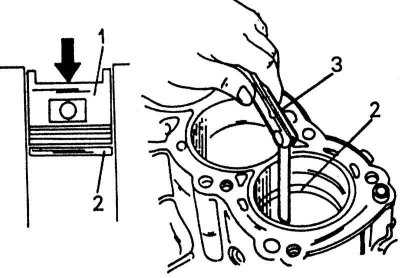
Checking the gap in the locks of the piston rings. Push the rings down with the piston upside down and then measure as shown in the right picture
1 - piston; 2 - piston ring; 3 - flat probe
3. If the gap is too small (e.g. for new rings, which must also be measured) the ends of the ring can be sharpened. To do this, hold the file in a vice and sharpen the ends of the ring. If the gap is too large, the ring must be replaced. If it is only required to replace the piston rings without boring the cylinders, the lock gap must be measured on the underside of the cylinder. The upper and middle piston rings are marked on the upper side (not on all engines). All rings should be installed so that the designation (if available) could be read from above. Check piston pins and connecting rod bushings for rust and wear. If only one connecting rod is in an unsatisfactory condition, the entire set should be replaced.
4. The seat of the piston pin in the piston must be such that the finger at room temperature can be pushed into the piston by hand (see illustration below). The pin clearance in the piston is 0.004 - 0.00 mm, but it is difficult to measure. Therefore, the check should be carried out by eye.
Checking the installation of the piston pin
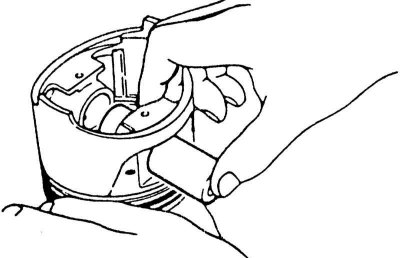
The piston pin at room temperature should be pressed in with the thumb.
5. Check up rods by means of the special device on twisting and a bend. If it is possible to use such a device, the limit values for twisting are 0.15 per 100 mm, 0.30 for bending.
Measuring the play of connecting rod bearings
This work is described in Section Crankshaft and crankshaft bearings in connection with the crankshaft. It is made using a polymer hair "Plastigage" or you can measure the inner diameter of the connecting rod bearing and the outer diameter of the crankshaft journal.