2. Turn the engine upside down.
3. Give fixing bolts, remove covers of radical bearings and lay them out on a workbench in the order of installation on the engine.
4. If you have not already done this, remove the old main bearing shells from your beds in the block and covers. Wipe the beds with a clean, lint-free cloth - they should be immaculately clean.
Checking the operating clearances of main bearings
Note. Avoid touching the new bearing surfaces with bare hands to avoid unwanted contact of the bearings with traces of oil and chemicals that are always present on the fingers.
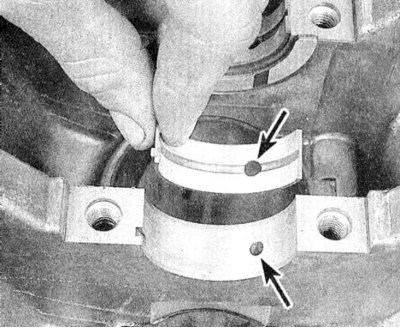
1. Wipe the backs of the new main bearing shells and place the oil grooved halves into their beds in the block. Insert the rest of the shell halves into the corresponding bearing caps. Make sure that the tongues of the liners enter the reciprocal landing grooves in the beds of the block and covers. The oil holes in the block must be correctly aligned with the holes in the liners.
Note. Under no circumstances should you attempt to hammer an unfitted liner into your bed with a hammer. Do not lubricate the bearings at this stage!
2. On SOHC engines, the flanged thrust pad is installed in the 4th main bearing cap and seat. On DOHC engines, the third bearing is the thrust bearing.
3. Wipe the surfaces of the bearings in the block and the crankshaft main journals with a clean, lint-free rag.
4. Check the patency of the shaft oil holes, clean them if necessary. Any foreign particles contained in the oil paths will inevitably end up in the bearings.
5. Carefully wiped crankshaft carefully place in the main bearings of the block (do not use any lubricant).
6. Before finally installing the shaft, it is necessary to check the operating clearances in its main bearings.
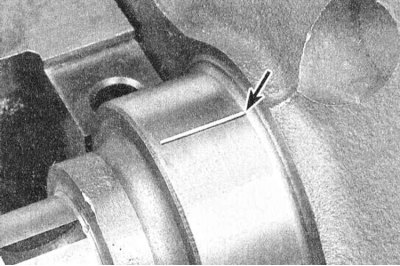
7. Cut the calibrated plastic wire from the Plastigage measuring kit into lengths slightly shorter than the width of the bushings, and lay one piece of wire along each of the main shaft journals, parallel to their axis.
8. Wipe the surfaces of the liners in the covers and install the latter in their regular places (make sure the orientation of the label is correct). Try not to move the pieces of calibrated wire laid along the necks of the shaft. Lightly oil the threads of the mounting bolts and screw them in, fixing the covers.
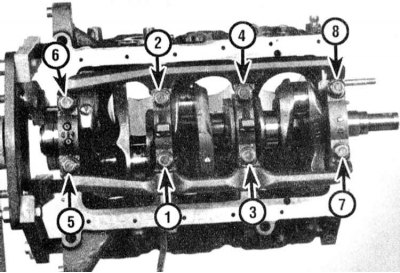
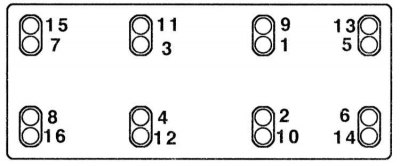
9. In the order shown in one of the illustrations, tighten the cover fastening bolts in three stages with the required force. Do not allow the shaft to turn while tightening the fasteners!
Attention! The condition of the main bearing cap bolts must first be carefully checked (see Section Removing the crankshaft) to avoid discrepancy between the readings of the torque wrench and the true tightening torque.
10. Turn out bolts and carefully remove covers of radical bearings. Place the removed covers in the order in which they are placed on the engine. Take care not to damage the flattened gauge wire and do not turn the shaft. If any of the covers cannot be removed, gently tap it with a soft-faced hammer to loosen it.
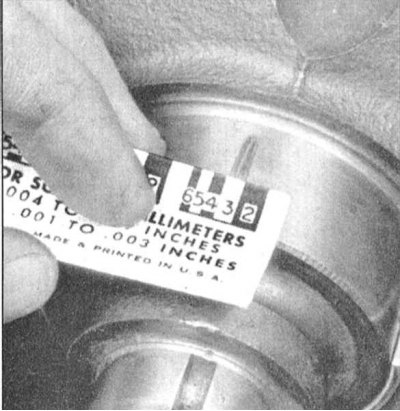
11. Using the width of the flattened threads, measured on the scale printed on the packaging of the Plastigage set, determine the operating clearances of the bearings. Compare the measurement results with the requirements of the Specifications.
12. If the clearance is out of range, the wrong size bushings may have been installed (see Section Checking the condition and selection of liners of main and connecting rod bearings of the crankshaft). Before looking for new liners, make sure that no dirt or oil has fallen under the ones inserted at this stage. If the calibrated wire is flattened at one end more than at the other, this indicates the presence of a neck taper (see Section Checking the condition of the crankshaft).
13. Carefully remove the flattened gauge wire from the necks, scraping off all traces of it with some tool that is not very strong (like the edge of an old credit card). In extreme cases, you can use your own fingernail - the main thing is that there are no scratches or scratches on the surface of the necks / liners.
Final installation of the crankshaft
1. Carefully remove the crankshaft from the engine.
2. Wipe the surfaces of the bearings in the block and evenly lubricate them with a thin layer of molybdenum or motor assembly grease. Don't forget to lubricate the thrust surfaces as well.
Attention! Try not to let grease get on the backs of the liners!
3. Make sure the crankshaft journals are absolutely clean, then lubricate (the same lubricant or clean engine oil) trunnion surfaces in contact with seals. Lay the shaft in its regular place.
4. Wipe and lubricate the liners in the bearing caps.
5. Install the bearing caps on the motor (arrows in the direction of the timing drive).
6. Screw in the fixing bolts and tighten them with a force of 14 ÷ 16 Nm.
7. Tap the ends of the shaft pins with a hammer through a brass or lead drift to align the thrust surfaces and shrink the shaft before finally tightening the fasteners.
8. Tighten the cover bolts to the required torque.
9. Rotate the crankshaft several times by hand, checking for freedom of rotation.
10. Finally, use a blade-type feeler gauge or DTI gauge to determine the shaft end play (see Section Removing the crankshaft). If the thrust surfaces of the shaft are not worn or damaged, and the bearings are replaced with new ones, the amount of play should not be outside the allowable range.
11. Install a new crankshaft rear oil seal and bolt its holder to the block (see Section Installation of a back epiploon of a cranked shaft).