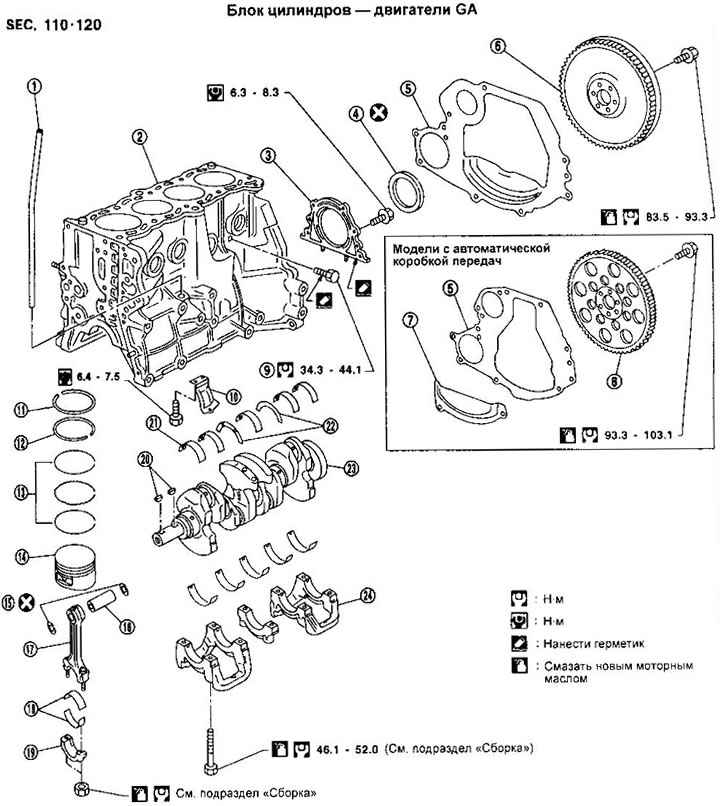
1. Oil dipstick tube
2. Cylinder block
3. The holder of a back epiploon of a cranked shaft
4. Rear oil seal
5. Back cover
6. Flywheel
7. Bottom cover
8. Drive disc
9. Cooling jacket drain plug
10. Buffer plate
11. Top compression ring
12. Lower compression ring (Europe only GA14DE and GA16DE motors without VTC)
13. Oil scraper ring
14. Piston
15. Retaining rings
16. Piston pin
17. Connecting rod
18. Connecting rod bearing shells
19. Connecting rod bearing cap
20. Dowels
21. Main bearing shell
22. Thrust half rings
23. Crankshaft
24. Main bearing cap
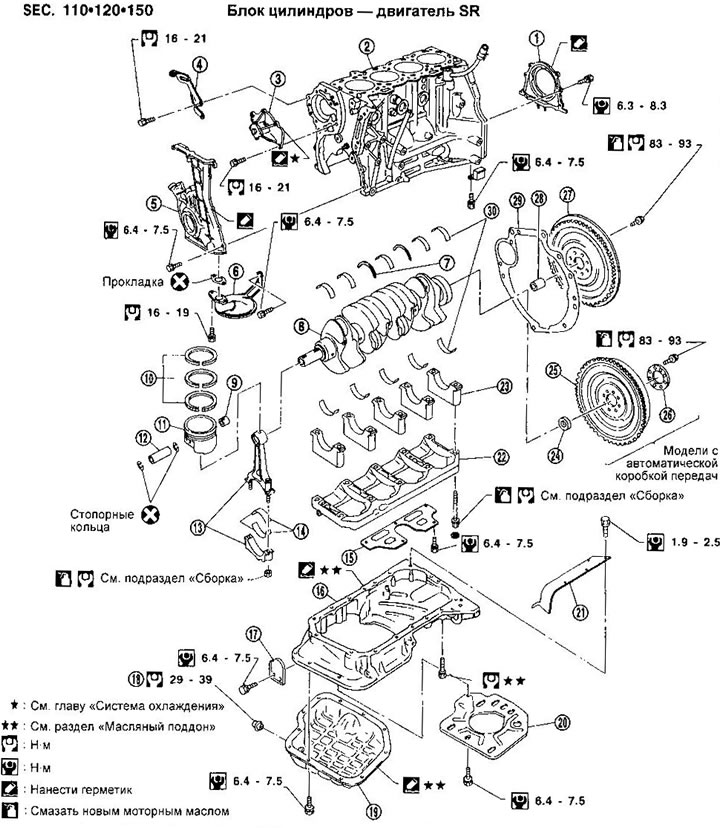
1. Crankshaft rear oil seal holder
2. Cylinder block
3. Water pump
4. Power steering pump tensioner
5. Front crankcase with oil pump
6. Oil receiver
7. Thrust half ring
8. Crankshaft
9. Connecting rod bush
10. Piston rings
11. Piston
12. Piston pin
13. Connecting rod
14. Connecting rod bearing shells
15. Partition*
16. Aluminum pallet
17. Back cover
18. Drain plug
19. Steel pallet
20. Partition
21. Side partition*
22. Longeron of main bearings*
23. Main bearing cap
24. Guide sleeve
25. Drive disc
26. Reinforcing ring
27. Flywheel
28. Guide bush
29. Back cover
30. Main bearing shells
* Not available on SR20DE engines for Europe since 04.96
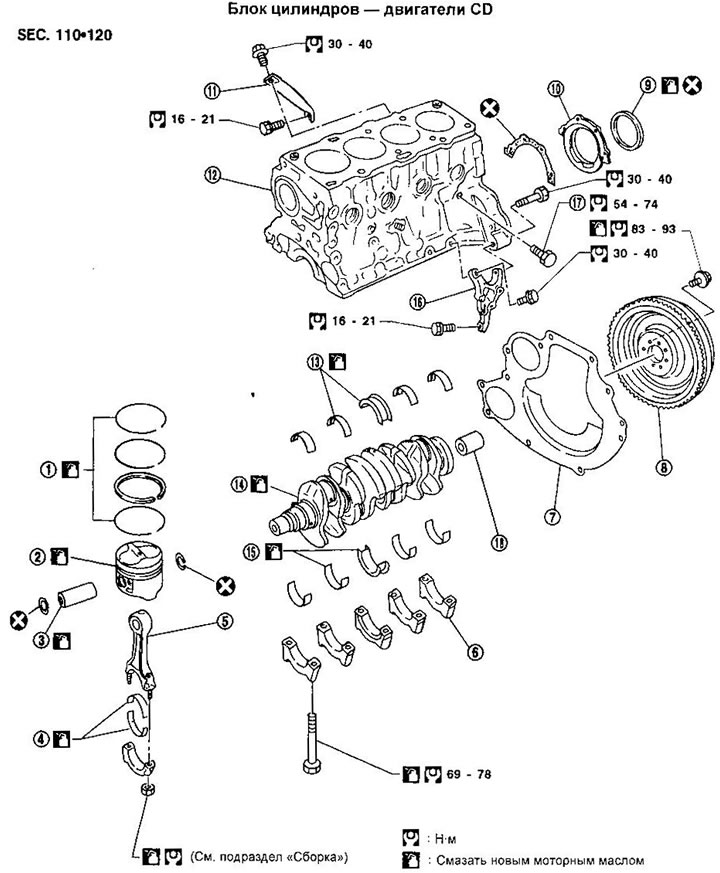
1. Piston rings
2. Piston
3. Piston pin
4. Connecting rod bearing shells
5. Connecting rod
6. Main bearing cap
7. Back cover
8. Flywheel
9. Rear crankshaft oil seal
10. Rear oil seal holder
11. Support bracket
12. Cylinder block
13. Liners of radical bearings
14. Crankshaft
15. Main bearing shells
16. Support bracket
17. Cooling jacket drain plug
18. Guide sleeve
Disassembly
Crankshaft and connecting rod-piston group.
1. Install the engine on a stand for disassembly.
2. Drain coolant and oil.
3. Remove when water chain or toothed belt (see section «Timing gear drive»).
4. For CD engines, remove the water and oil pumps.
5. Remove the cylinder head (see section «Timing gear drive» for GA and SR engines or «cylinder head» for CD engines).
6. Remove the oil pan (see section «oil pan»).
7. Remove pistons with connecting rods. Remove the piston pin circlips. To press the piston pins, heat the pistons to 60-70°C or use a press stand at room temperature.
8. Remove the holder of a back epiploon of a cranked shaft.
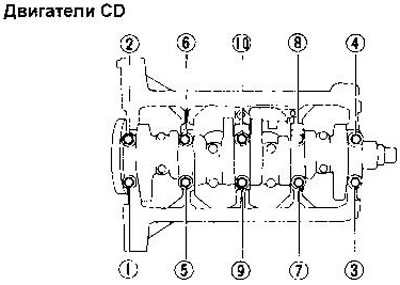
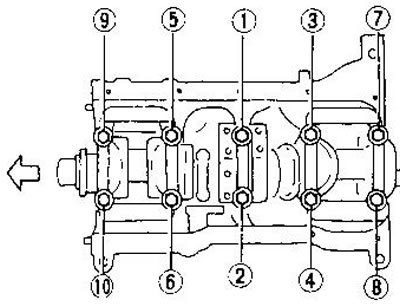
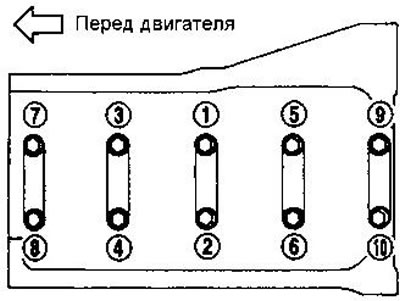
9. Turn away bolts of covers of radical bearings in the sequence specified in drawing, then remove a cranked shaft.
Before removing the main bearing caps, measure the axial free play of the crankshaft.
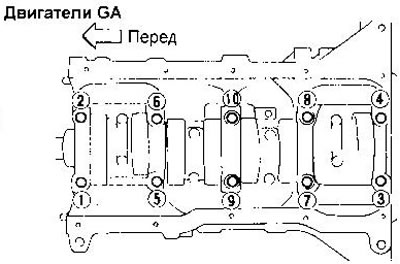
Cover bolts should be loosened in two or three steps.
The shells and main bearing caps must be installed in their original places during assembly, so be careful not to mix them up after removal.
10. Remove the piston rings using an appropriate stripper.
Examination
Gap between piston and piston pin. Measure the inner diameter of the piston bore and the outer diameter of the piston pin.
Nominal piston bore diameter, mm:
- GA engines - 18,987-18,999
- SR Engine - 21,987-21,999
- CD Engines - 24,991-24,999
Nominal piston pin diameter, mm:
- GA engines - 18,989-19,001
- Engine SR - 21,989-22,001
- CD Engines - 24,994-25,000
Calculate the clearance by subtracting the piston pin diameter from the bore diameter. The result should be between -0.004 mm and 0 mm. If the clearance is positive, replace the piston and piston pin assembly. Height clearance between piston rings and grooves. Measure the specified clearance with a feeler gauge. To obtain a correct result, the probe must enter the groove until it stops.
The maximum allowable clearance is 0.2 mm for all rings on GA and SR motors, and 0.1 mm for all rings on CD motors.
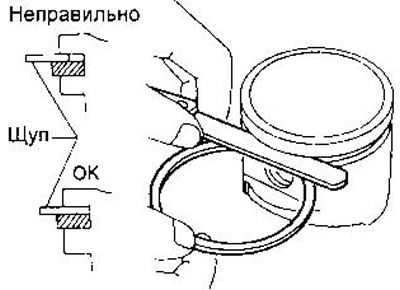
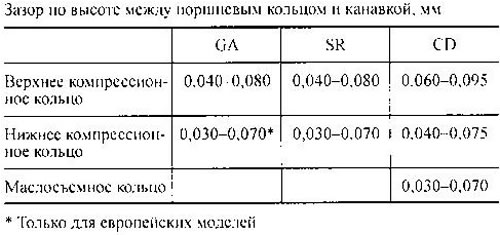
If the clearance is not within the specified limits, replace the piston and/or piston rings.
Piston ring gaps. Press the piston ring into the cylinder as shown and measure the gap with a feeler gauge.
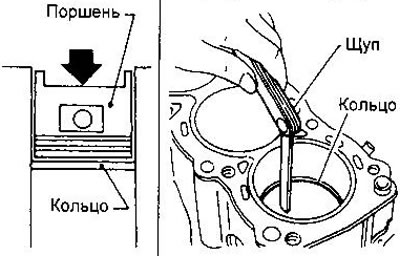
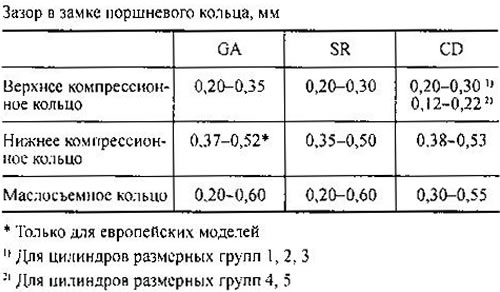
The maximum permissible gap in the locks of all piston rings of GA and SR engines is 1.0 mm.
In CD engines, the maximum allowable clearances are as follows:
- Top Compression Ring - 1.0mm
- Lower compression ring - 0.7 mm
- Oil scraper ring - 0.6 mm
If the clearance is not within the specified limits, replace the piston ring. If after that the gap has not returned to normal, bore the cylinder and install the piston with oversize rings (see section «Data for adjustments and control»).
If the piston needs to be replaced, also check the condition of the cylinder. If there are scratches or scuffs on the cylinder walls, hone the cylinder or replace the cylinder block.
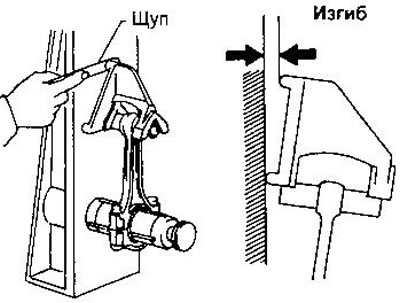
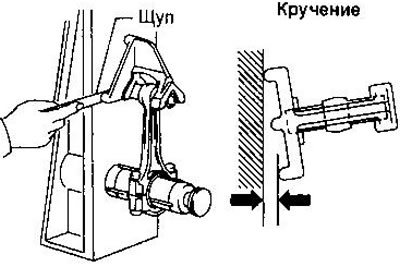
Bending and twisting of connecting rods. The maximum allowable values of bending and torsion per 100 mm length are as follows:
- GA and SR motors: bend - 0.15 mm, torsion - 0.30 mm.
- CD motors: bending and torsion - 0.025 mm.
Deformation of the cylinder block. Clean the mating surface of the cylinder block and measure its flatness by applying a metal ruler in six directions.
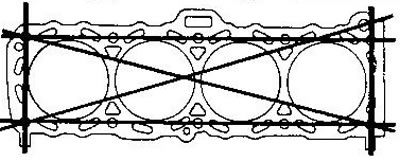
The maximum allowable deviation from flatness is 0.1 mm for all motors. If this value is exceeded, regrind the mating surface or replace the cylinder block.
The permissible reduction in the height of the cylinder block after processing is determined from the condition A + B = 0.2 mm (0.1mm for CD motor), where A is the reduction in the height of the cylinder head after processing; B - reduction in the height of the cylinder block.
Nominal block height (from the axis of the crankshaft), mm:
- GA: 213,95-214,05
- SR: 211,25-211,35
- CD: 211,25-211,35
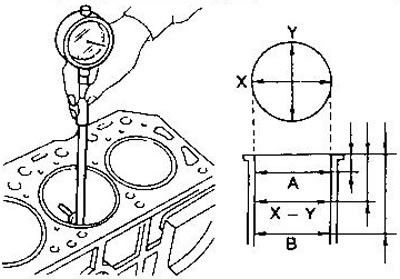
Gap between piston and cylinder. Using a bore gauge, measure the cylinder bore, ovality and taper.
Measurements are taken at a depth of 20, 60 and 100 mm for GA motors; 10, 60 and 100 mm for the SR engine; 20, 70 and 120 mm for CD engines.
- Nominal cylinder diameter, mm:
- Engines GA14DE, 15DE - 73.600-73.630
- Engine GA16DE - 76,000-76,030
- Engine SR - 86,000-86,030
- CD Engines - 84,500-84,550
- Permissible ovality (X-Y) — no more than 0.015 mm
- Permissible taper (A-B) — no more than 0.010 mm
The maximum allowable wear is 0.2 mm for the cylinders of all engines.
If wear of at least one cylinder exceeds 0.2 mm, bore all cylinders. Replace the cylinder block if necessary.
If there are scratches or gouges on the surface of the cylinder, refinish the cylinder.
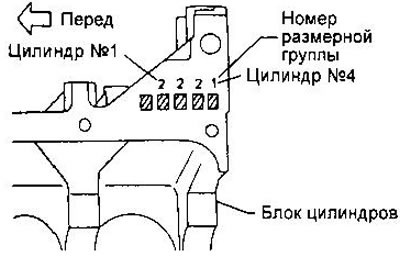
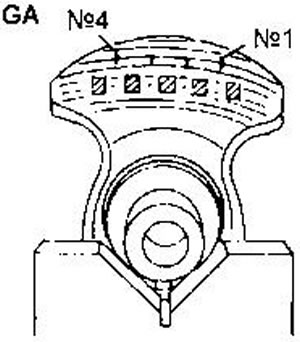
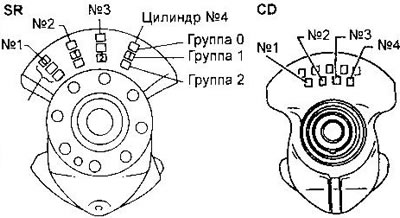
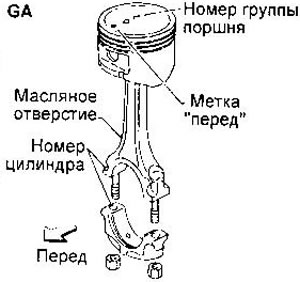
When replacing the cylinder block and pistons at the same time, the upper black piston groups must match the upper black cylinder groups marked on the cylinder block.
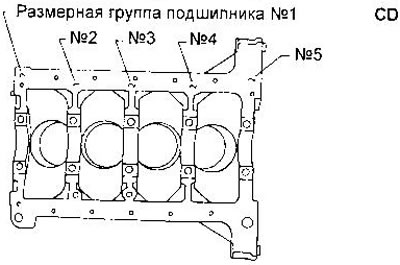
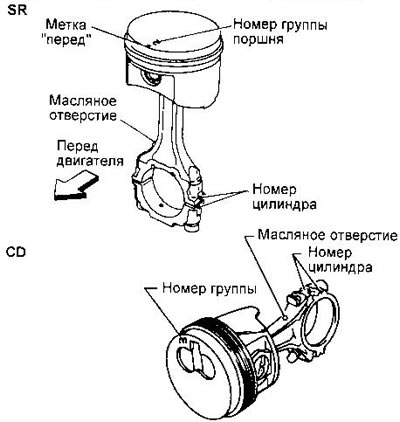
For SR and CD engines, group numbers are marked on the mating plane next to the holes of the corresponding cylinders, and for GA engines - in the place shown in the figure.
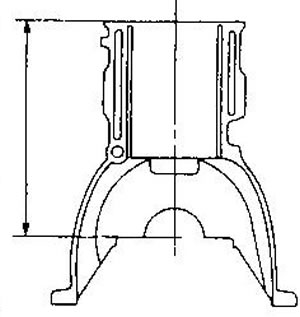
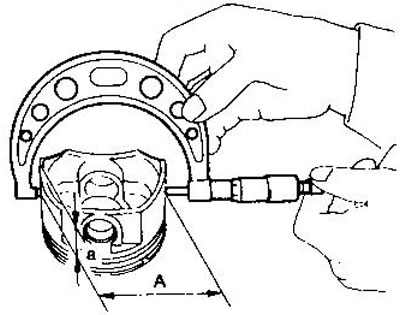
Measure the piston skirt diameter perpendicular to the piston pin. Distance (A) from the edge of the skirt to the plane of measurement, as well as the values of the diameters are given in the section «Data for adjustments and control».
Permissible clearance between piston and cylinder, mm:
- GA motors - 0.015-0.035mm
- SR Engine - 0.010-0.030mm
- CD motors - 0.025-0.045mm
If the gap exceeds the specified value, select oversized pistons and bore the cylinders (see subsection «Cylinder boring»).
Crankshaft. Check the condition of the main and connecting rod journals. They should be free of nicks, wear, and cracks.
Using a micrometer, determine the taper and ovality of the necks.
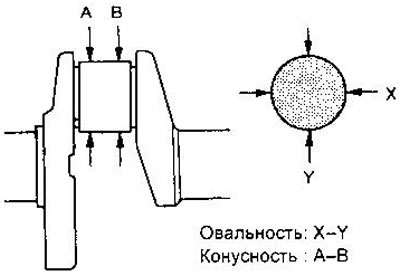
ovality (X-Y) and taper (A-B), mm:
- Engines С А — no more than 0.005 (taper not more than 0.002)
- SR Engine:
- Indigenous necks - no more than 0.005
- Connecting rod journals - no more than 0.0025
- CD engines - no more than 0.005
Measure the runout of the crankshaft by placing the shaft on prisms. The difference in the indicator readings for one full revolution of the shaft is taken as the value of the runout.
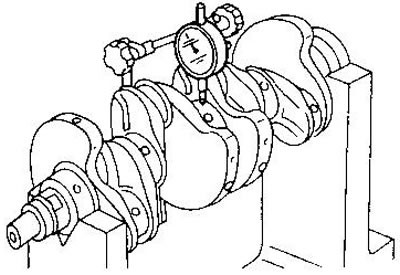
- Radial runout - no more than 0.005 mm
Clearances in main and connecting rod bearings. There are two ways to measure the gaps: using a micrometer and an inside gauge, or using a plastic wire. The first method is preferred because it gives more accurate results.
Main bearings: Install the bearing shells in their positions in the cylinder block.

Install the bearing caps and tighten the bolts to the required torque in two or three steps. Follow the tightening sequence.
Measure the inner diameters of the main bearings and the outer diameters of the crankshaft main journals.
Nominal clearance in main bearings, mm:
- GA engines - 0.018-0.042
- Engine SR - 0.004-0.022
- CD engines - 0.039-0.065
The maximum allowable clearance is 0.1 mm for GA motors and 0.050 mm for SR motors. For CD motors, the clearance must lie within the above limits.
If the gap exceeds the specified values, replace the liners.
If the gap cannot be corrected by replacing the liners, or the necks are damaged in any way (scratches, scuffs), they must be ground to the nearest repair size and inserts of increased thickness should be installed (see section «Data for adjustments and control»).
The transitions between the necks and cheeks of the cranks must be processed in a certain way (see pictures).

If the crankshaft If the cylinder block or bearing shells are to be reused, measure the main bearing clearance. When replacing all of the listed parts, the thickness of the liners is selected as follows:
A) Numbers of dimensional groups of housings of main bearings are stamped on the cylinder block in Arabic or Roman numerals.

b) The numbers of the size groups of the main journals of the crankshaft are stamped on the counterweight of the crankshaft in Arabic or Roman numerals.
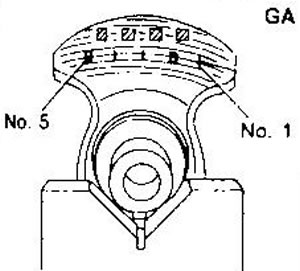
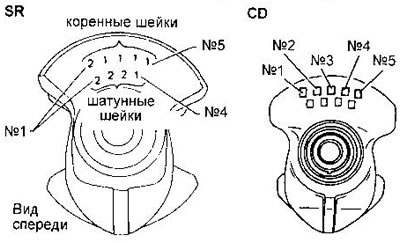
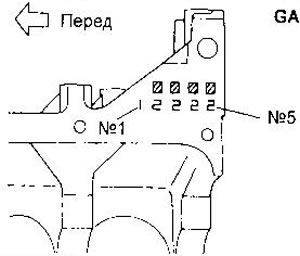
On SR engines, group numbers for main journals and connecting rod journals can be stamped on the front counterweight of the crankshaft (as it shown on the picture) or only numbers of groups of main journals.
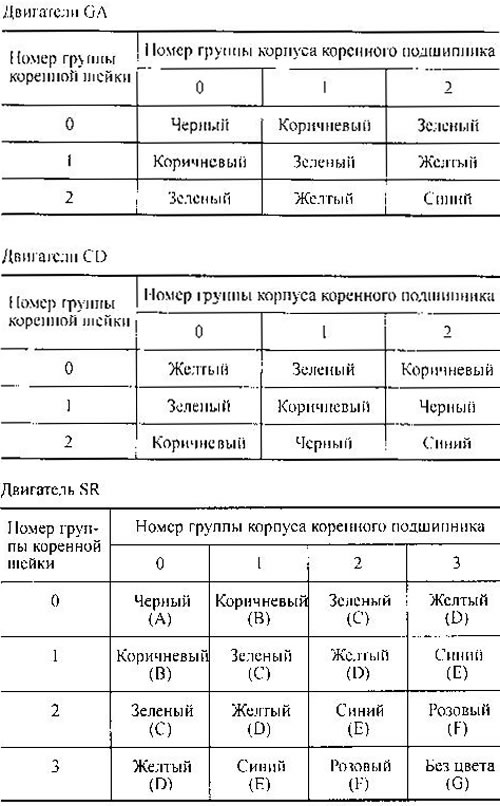
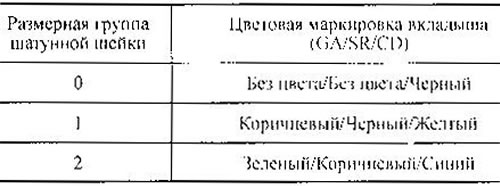
With) The thickness of the liners is determined by the tables. Color marking is applied to the end surface of the liners.
Connecting rod bearings (lower connecting rod head). Insert the bushings into the connecting rod and connecting rod bearing cap. Install the cover and tighten the bolts to the required torque.
Measure the inside diameter of each connecting rod bearing. Then measure the diameter of the connecting rod journals of the crankshaft.
Nominal clearance in connecting rod bearings, mm:
- GA engines - 0.014-0.039
- Engine SR - 0.020-0.045
- CD engines - 0.031-0.055
The maximum allowable clearance is 0.1 mm for GA motors and 0.065 mm for SR motors. For CD motors, the clearance must be within the above limits.
If the gap exceeds the specified values, replace the liners.
If the gap cannot be corrected by replacing the liners, or the necks are damaged in any way (scratches, scuffs), they must be reground to the nearest repair size and install liners of increased diameter (see section «Data for adjustments and control»).
When grinding crankpins, take into account the requirements for processing the transitions between the necks and cheeks of the cranks, similar to the main journals.
If the crankshaft, connecting rods or bearing shells are being replaced, select the thickness of the bearing shells from the tables.
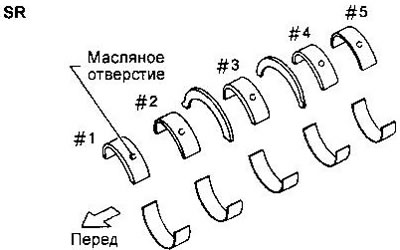
The size groups of the connecting rod journals are stamped on the counterweight of the crankshaft. For SR engines they can be stamped on the rear counterweight (see picture) or on the front along with the numbers of the main journal groups.
Clearance between connecting rod bushing and piston pin. Measure the inner diameter of the horns and the outer diameter of the piston pin. Nominal clearance, mm:
- GA and SR engines - 0.005-0.017
- CD engines - 0.025-0.044
The maximum allowable clearance for GA and SR motors is 0.023 mm. For CD motors, the clearance must be within the above limits.
If the clearance exceeds the specified values, replace the connecting rod, ram bushing and/or piston with piston pin.
Axial runout of flywheel/drive plate. Measure flywheel runout with a dial gauge. The difference in the indicator readings for one complete revolution of the flywheel is taken as the value of the runout.
Axial runout, mm:
- GA and SR engines (flywheel) - no more than 0.15
- GA and SR engines (driving disk) — no more than 0.2*
- CD engines (flywheel) - no more than 0.15
* At a distance of about 115 mm from the axis of the crankshaft.
Cylinder boring
1. Based on the measured clearance between the piston and the cylinder, determine the required piston repair size (see section «Data for adjustments and control»).
2. Calculate the cylinder diameter using the formula:
D \u003d A - B + C, where:
D is the diameter of the cylinder after boring,
A is the piston diameter
B is the required clearance between the piston and the cylinder.
C - allowance for honing (0.02mm).
3. Establish covers of radical bearings and tighten bolts the necessary moment. This will prevent deformation of the cylinder bores.
4. Bore the cylinders.
If at least one cylinder requires reboring, all cylinders must be rebored.
Boring in several passes, increasing the diameter by about 0.05 mm each time.
5. Honed the cylinders to obtain the required clearance between the piston and the cylinder.
6. Measure the ovality and taper of the cylinder. Measurements must be carried out after the cylinder block has completely cooled down.
Replacing the bushing of the upper head of the connecting rod
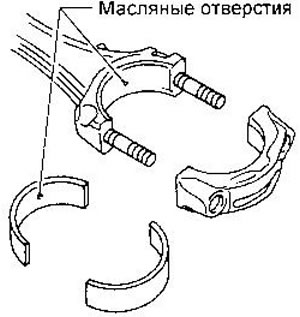
1. You press the old bushing with a suitable mandrel.
2. Press in a new bushing flush with the surface of the connecting rod head. Make sure the oil holes line up.
3. Reverse bushing to provide 0.005-0.017 mm piston pin clearance on GA and SR engines. In CD engines, the bore diameter should be 25.025-25.038 mm (clearance 0.025-0.044 mm).
Assembly
1. Install a new circlip in one of the piston bores.
2. Heat the piston to 60-70°C and connect it to the connecting rod. Install the second retaining ring (also new).
Observe the mutual orientation of the piston and connecting rod.
The corresponding cylinder number is stamped on the connecting rod and connecting rod bearing cap.
After reassembly, make sure the connecting rod turns smoothly without binding.
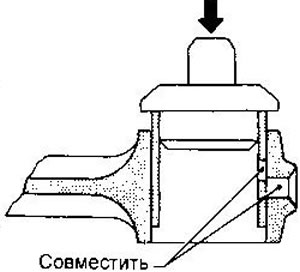
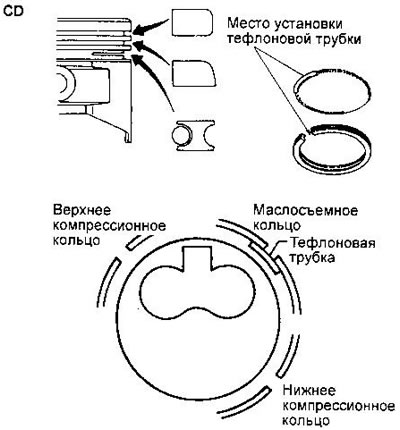
3. Fit piston rings as shown. If a mark is embossed on the ring, it must face up.
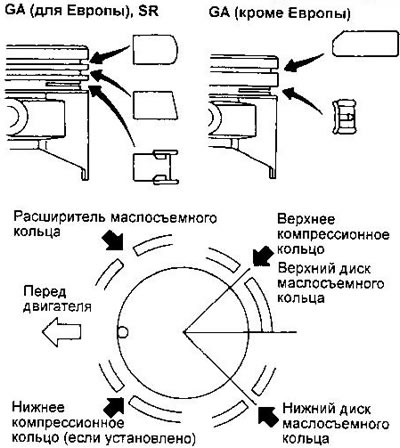
If the piston rings are not replaced, they must be installed in their original position. The installation of new piston rings without a stamped mark is allowed by either side.
When replacing the upper compression ring or cylinder block in CD engines, it is necessary to select a ring that has the required clearance in the lock. For cylinders of size groups 1, 2 and 3, rings without a mark are used, and for cylinders of groups 4 and 5, rings with an S mark are used.
4. Reinstall the main bearing shells and lubricate them with new engine oil (in the cylinder block) have oil grooves and/or holes. The upper shells of the 3rd main bearing in GA and SR engines are installed with thrust washers. In CD engines, flange liners are used instead of half rings.
5. Install the crankshaft and main bearing caps. Bearing numbers are marked on the caps.
Coat the threads and seating surfaces of the main bearing bolts with new engine oil. Before tightening the bolts, set the main bearing caps to their normal position by moving the crankshaft back and forth in the axial direction. On GA and CD engines, tighten the cap bolts in two or three steps, in the sequence shown in the figure.
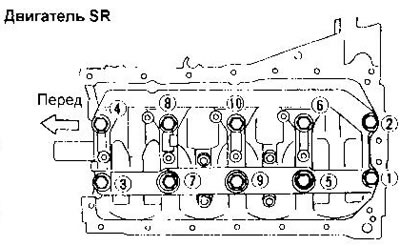
For SR engines, the tightening procedure is as follows:
- A) Tighten all bolts to 26-32 Nm (in SR20DE engines for Europe from 04.96 - torque 7-13 Nm) in the sequence shown in the figure (Cylinder block shown for European engines from 04.96).
- b) Tighten all bolts by 75-80°.
- c) Loosen all bolts completely.
- d) Tighten all bolts again to 32-38 Nm.
- e) Tighten all bolts by 45-50° (30-35°in SR20DE engines for Europe from 04.96). In the absence of a key with a protractor, you can use a protractor to measure angles. It is not recommended to perform this operation on the eye.
After finishing tightening, make sure that the crankshaft vaz rotates smoothly by hand.
6. Measure the axial free play of the crankshaft using a dial gauge (along the end of the shaft) or probe (in the center bearing).
Rated free play, mm:
- GA engines - 0.060-0.180
- Engine SR - 0.10-0.26
- CD engines - 0.05-0.18
The maximum allowable free play for all motors is 0.30 mm.
7. Reinstall the connecting rod bearing shells.
The oil holes in the connecting rod bearing and connecting rod must match.
Apply new engine oil to the threads and seating surfaces of the bolts.
8. Insert the pistons with the connecting rod into their respective cylinders using a piston ring compressor. The marks on the piston crowns must face the front of the engine. Be careful not to scratch the cylinder walls with the connecting rods.
Lubricate piston rings and piston friction surfaces with engine oil.
9. Install the connecting rod bearing caps. Connecting rod bearing caps and connecting rods must have the same marking (cylinder number). Tighten the connecting rod bearing nuts, placing the pistons alternately at BDC.
a) Tighten the nuts next
- GA engines - 13.8-15.7 Nm
- SR engines - 14-16 Nm
- CD motors - 15 Nm
b) Turn the nuts to the specified angle or tighten them to the specified torque:
- GA engines - 35 40° (23-28 Nm)
- SR Engine - 60-65° (38-44 Nm)
- CD motors - 60-65° (37-45 Nm)
10. Measure the axial clearance in the connecting rod bearings with a feeler gauge.
Rated axial clearance:
- GA motors - 0.20-0.47mm
- SR Engine - 0.20-0.35mm
- CD motors - no more than 0.30 mm
The maximum allowable clearance is 0.50 mm for GA and SR motors and 0.30 mm for CD motors.
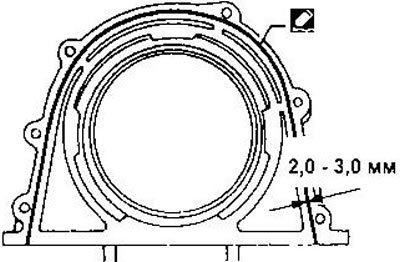
11. Install the rear oil seal retainer. First remove all traces of old sealant from the mounting surfaces of the holder and cylinder block and apply a continuous bead of sealant, bending around the bolt holes from the inside.