Разборка
1. Вывярніце свечкі запальвання пры дапамозе ключа (падыходны спецінструмент).
2. Зніміце штурхачы клапанаў.
Вырабіце пазнакі па месцах размяшчэння і складайце кампаненты па парадку, не змешваючы іх.
3. Выміце сухары.
Сцісніце затамкавую спружыну пры дапамозе прыстасавання, прыстаўкі і перахадніка (спецынструмент: KV10116200) (А). Выміце сухары пры дапамозе пальчыкавага магніта (У).
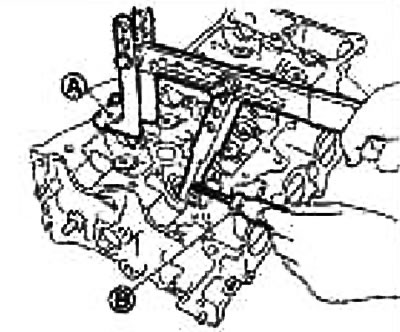
Увага: Пры выкананні гэтай аперацыі не пашкодзіце адтуліны пад штурхачы клапанаў.
4. Зніміце талерку затамкавай спружыны і затамкавую спружыну.
5. Націсніце на шток клапана ў бок камеры згарання і выньце клапан.
Вырабіце пазнакі па месцах размяшчэння і складайце кампаненты па парадку, не змешваючы іх.
Вырабіце пазнакі на клапаны для наступнай зборкі.
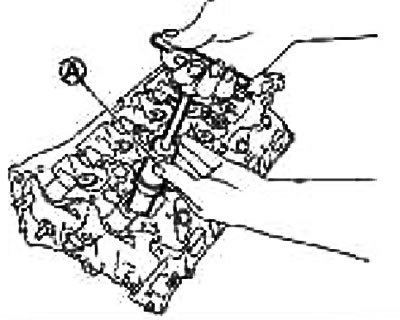
6. Зніміце сальнік клапана пры дапамозе здымніка (спецынструмент: KV10107902) (А).
7. Зніміце гняздо затамкавай спружыны.
8. Калі патрабуецца замяніць сядло клапана, гл. ніжэй «Замена сядла клапана».
9. Калі патрабуецца замяніць накіроўвалую ўтулку клапана, гл. ніжэй «Замена накіроўвалай утулкі клапана».
Зборка
1. Калі здымалася накіроўвалая ўтулка клапана, усталюеце яе. Глядзіце ніжэй «Замена накіроўвалай утулкі клапана».
2. Калі здымалася сядло клапана, усталюеце яго. Глядзіце ніжэй «Замена сядла клапана».
3. Запрасуйце сальнік клапана.
Запрасуйце сальнік клапана пры дапамозе выбівачкі (спецынструмент; KV10115600) (А) па памерах, паказаным на малюнку.
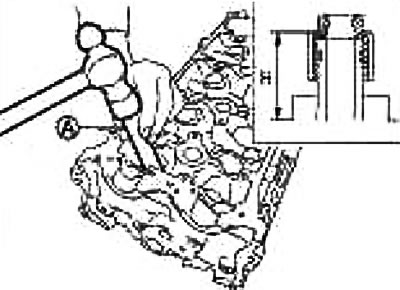
Вышыня «Н»: 13,2-13,8 мм
4. Усталюйце гняздо затамкавай спружыны.
5. Усталюйце клапан.
Усталёўвайце клапаны большага дыяметра са боку ўпуску.
6. Усталюйце клапанную спружыну.
Нататка: Яе можна ўсталёўваць у любым кірунку.
7. Устанавіце талерку клапаннай спружыны.
8. Усталюйце сухары.
Сцісніце затамкавую спружыну пры дапамозе прыстасавання, прыстаўкі і перахадніка (спецынструмент: KV10116200) (А). Пастаўце сухары пры дапамозе пальчыкавага магніта (У).
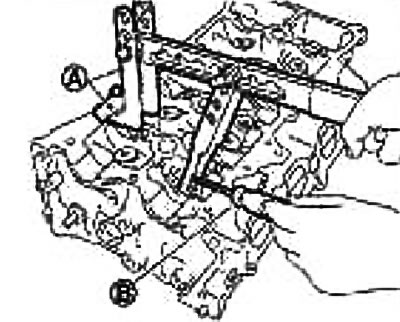
Увага: Пры выкананні гэтай аперацыі не пашкодзіце адтуліны пад штурхачы клапанаў.
Пасля ўсталёўкі кампанентаў клапана для забеспячэння правільнай пасадкі злёгку пастукаеце па кончыку штока клапана пластыкавым малатком.
9. Устанавіце штурхальнік клапана.
10. Укруціце свечку запальвання пры дапамозе ключа (падыходны спецінструмент).
Праверка пасля разборкі
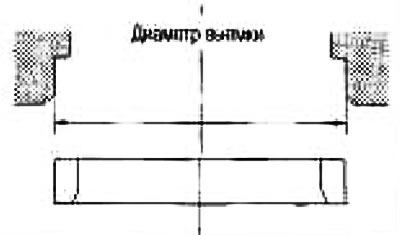
Памеры клапана
Праверце памеры ўсіх клапанаў.
Калі памеры адрозніваюцца ад нормы, заменіце клапан.
Зазор накіроўвалай утулкі шпана
Дыяметр штока клапана
Вымерайце дыяметр штока клапана мікраметрам.
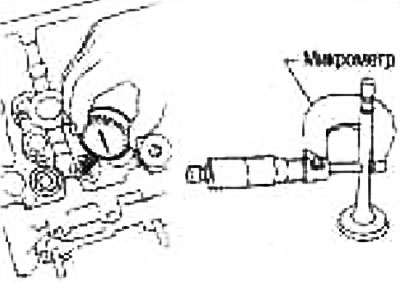
| Стандарт | Упуск | 4,965-4,980 мм |
| Выпуск | 4,955-4,970 мм |
Унутраны дыяметр накіроўвалай утулкі клапана
Вымерайце ўнутраны дыяметр накіроўвалай утулкі клапана нутромером.
| Стандарт | Упуск і Выпуск | 5,000-5,018 мм |
Зазор накіроўвалай утулкі клапана
(Зазор накіроўвалай утулкі клапана) = (унутраны дыяметр накіроўвалай утулкі клапана) - (дыяметр штока клапана)
| Стандарт | Упуск | 0,020-0,053 мм |
| Выпуск | 0,030-0,063 мм | |
| Межа | Упуск | 0,1 мм |
| Выпуск | 0,1 мм |
Калі атрыманае значэнне перавышае лімітавае, заменіце клапан і/ці накіроўвалую ўтулку клапана.
Замена накіроўвалай утулкі клапана
У выпадку зняцця накіроўвалай утулкі клапана заменіце яе накіроўвалай павялічанага рамонтнага памеру (на 0,2 мм).
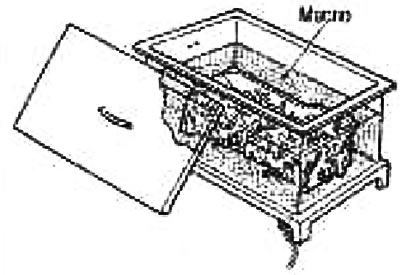
1. Зніміце накіроўвалую ўтулку клапана, нагрэў галоўку цыліндраў да 110-130°С шляхам яе апускання ў гарачы алей.
2. Выпрасуйце накіроўвалую ўтулку клапана пры дапамозе прэса [з намаганнем 20 кн (2 тоны)] або выбіце пры дапамозе малатка і выбівачкі (падыходны спецінструмент).

Увага: Галоўка цыліндраў гарачая. Каб не апячыся пры правядзенні работ, надзеньце ахоўнае адзенне.
3. Выканайце разгортку адтуліны пад накіроўвалую ўтулку клапана ў галоўцы цыліндраў пры дапамозе разгорткі (падыходны спецінструмент).

Дыяметр адтуліны пад накіроўвалую ўтулку клапана (рамонтнага памеру): Упуск і выпуск: 9,175-9,196 мм.
4. Нагрэйце галоўку цыліндраў да 110-130°С, пагрузіўшы яе ў гарачае масла.

5. Пры дапамозе выбівачкі (падыходны спецінструмент) запрэсуйце накіроўвалую ўтулку клапана (1) з боку распредвала, кіруючыся памерамі, паказанымі.
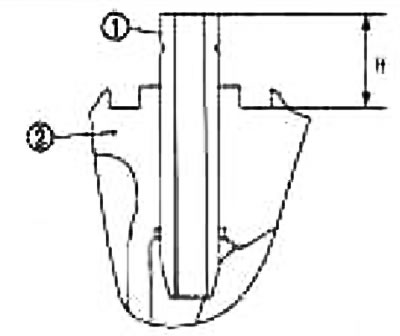
Увага: Галоўка цыліндраў (2) гарачая. Каб не апячыся пры правядзенні работ, надзеньце ахоўнае адзенне.
6. Пры дапамозе разгорткі (пры дапамозе спецінструмента) выканайце даводку паверхні накіроўвалай утулкі клапана.

| Стандарт | Упуск і выпуск | 5 000-5,018 мм |
Пляма кантакту сядла клапана
Выконвайце гэтую праверку, пераканаўшыся, што памеры накіравальных утулак клапанаў і саміх клапанаў у межах нормы.
Вырабіце свінцовы сурык (або свінцовыя бялілы) на кантактную паверхню сядла клапана і праверце прилегание клапана да сядла.
Пераканайцеся, што адбітак свінцовага сурыка праяўляецца па ўсёй акружнасці без парываў.

У адваротным выпадку дабіцеся патрабаванай ступені прылягання клапана шляхам яго перашліфоўкі і правядзіце праверку паўторна. Калі кантактная паверхня ўсё яшчэ ў нездавальняючым стане нават пасля паўторнай праверкі, заменіце сядло клапана.
Замена сядла клапана
У выпадку зняцця сядла клапана заменіце яго сядлом клапана павялічанага рамонтнага памеру (на 0,5 мм).
1. Высвідруйце старое сядло да яго разбурэння. Высвідроўванне не павінна працягвацца глыбей дна вымання пад сядло ў галоўцы цыліндраў. З гэтай мэтай пастаўце на дрыль абмежавальнік глыбіні свідравання.
Увага: Не падрапайце галоўку цыліндраў празмерным высвідроўваннем.
2. Выканайце разгортку выемкі ў галоўцы цыліндраў пад сядло клапана рамонтнага памеру.
Павялічаны памер (на 0,5 мм).
Упуск: 31,900-31,916 мм
Выпуск: 26,400-26,416 мм
Выконвайце разгортку канцэнтрычнымі кругамі да цэнтра накіравальнай утулкі клапана. Гэта забяспечыць правільную пасадку сядла клапана.
3. Нагрэйце галоўку цыліндраў да 110-130°С, пагрузіўшы яе ў гарачае масла.
4. Добра астудзіце сядла клапанаў сухім лёдам. Запрасуйце сядла клапанаў у галоўку цыліндраў.
Увага:
- Не дакранайцеся да астуджаных сёдлаў голымі рукамі.
- Галоўка цыліндраў гарачая. Каб не апячыся пры правядзенні работ, надзеньце ахоўнае адзенне.
5. Давядзіце сядло да патрэбных памераў шляхам фрэзероўкі або шліфоўкі пры дапамозе прыдатнага спецінструмента.

Увага: Пры апрацоўцы паверхні фрэзай вазьміцеся за дзяржальню абедзвюма рукамі. Затым прыцісніце фрэзу да кантактнай паверхні па ўсёй акружнасці і фрэзеруйце адзінкавымі праходамі. Калі прыціскаць прыладу нераўнамерна або з адрывам, сядло клапана можа прыняць ступеністую форму.
6. Выканайце прыцірку клапана пры дапамозе шліфавальнай пасты.
7. Правядзіце паўторную праверку прылягання клапана.
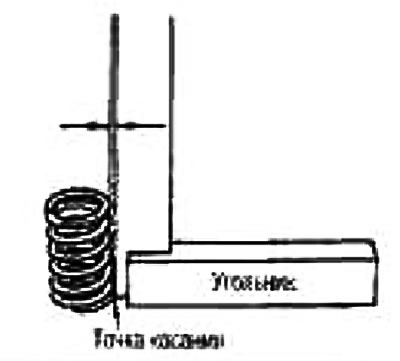
Прамавугольнасць клапаны спружыны
Прыкладзяце кутнік да затамкавай спружыны і круціце спружыну. Вымерайце максімальны зазор паміж вяршыняй спружыны і кутнікам.
Мяжа: 1,8 мм
Калі зазор перавышае лімітавае значэнне, заменіце затамкавую спружыну.
Памеры і намаганне сціску затамкавай спружыны
Праверце намаганне сціску затамкавай спружыны пры стандартнай вышыні спружыны.

| Стандарт | |
| Доўгая ў не нагружаным стане | 42,26 мм |
| Вышыня пасля ўстаноўкі | 32,40 мм |
| Нагрузка пасля ўстаноўкі | 136-154 Н (13,9-15,7 кг) |
| Вышыня пры адкрытым клапане | 23,96 мм |
| Нагрузка пры адкрытым клапане | 262-296 Н (26,7-30,2 кг) |
Калі паказаныя велічыні адрозніваюцца ад нормы, заменіце затамкавую спружыну.