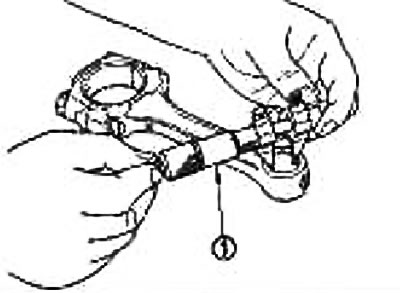
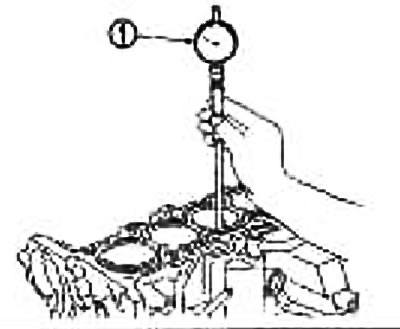
Восевы люфт коленвала
Пры дапамозе індыкатара (1) вымерайце зазор паміж упартымі падшыпнікамі і плячом кривошипа, перамяшчаючы коленвал наперад і назад.
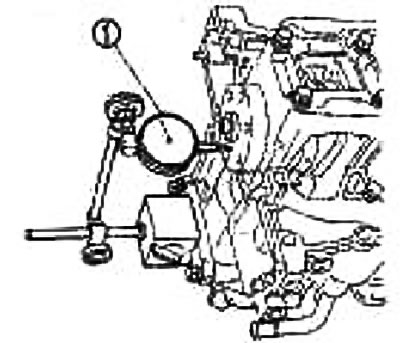
Стандарт: 0,060-0,260 мм
Мяжа: 0,3 мм
Калі вымеранае значэнне перавышае мяжу, заменіце ўпартыя падшыпнікі і правядзіце вымярэнне паўторна. Калі зазор усё яшчэ перавышае мяжу, заменіце таксама і каленвал.
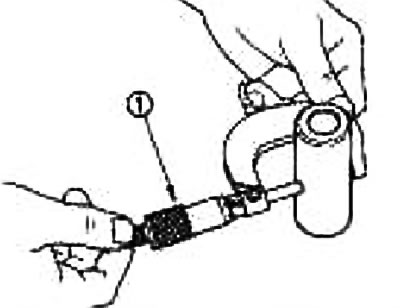
Бачны зазор шатуна
Пры дапамозе маца (1) вымерайце бакавы зазор паміж шатуном і плячом кривошипа.
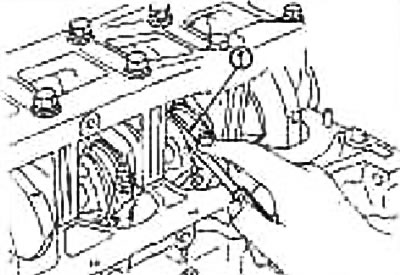
Стандарт: 0,050-0,420 мм
Мяжа: 0,5 мм
Калі вымеранае значэнне перавышае мяжу, заменіце падшыпнікі шатуна і правядзіце вымярэнне паўторна. Калі зазор усё яшчэ перавышае мяжу, заменіце таксама і каленвал.
Зазор паміж поршнем і поршневым пальцам
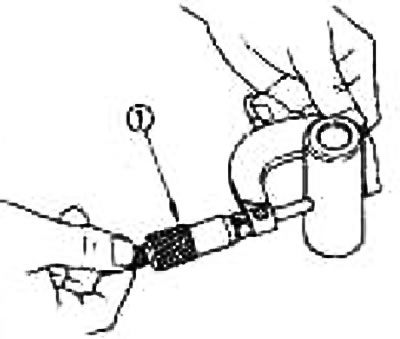
Унутраны дыяметр адтуліны пад поршневай палец
Пры дапамозе нутромера (1) вымерайце ўнутраны дыяметр адтуліны пад поршневай палец.
Стандарт: 16,008-18,012 мм
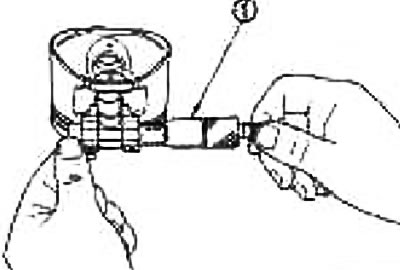
Вонкавы дыяметр поршневага пальца
Пры дапамозе мікраметра (1) вымерайце вонкавы дыяметр поршневага пальца.
Стандарт: 17,996-18,000 мм
Зазор паміж поршнем і поршневым пальцам
(Зазор поршневага пальца) = (дыяметр адтуліны пад поршневай палец) - (вонкавы дыяметр поршневага пальца)
Стандарт: 0,008-0,016 мм
* Калі атрыманы зазор адрозніваецца ад нормы, заменіце поршань і поршневай палец у зборы.
Пры замене поршня і поршневага пальца ў зборы гл. раздзел «Парадак падбору поршняў»
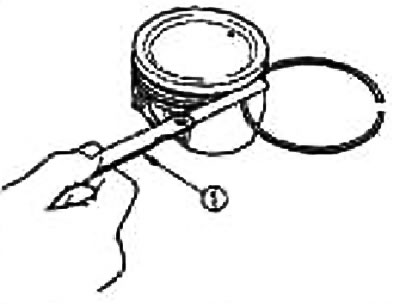
Бачны зазор поршневага кольца
Пры дапамозе маца (1) вымерайце зазор паміж поршневым кольцам і канаўкай.
| Стандарт | Верхняе кампрэсійнае | 0,040-0,080 мм |
| Другое кампрэсійнае | 0,025-0,070 мм | |
| Маслаздымнае | 0,030-0,140 мм | |
| Межа | Верхняе кампрэсійнае | 0,11 мм |
| Другое кампрэсійнае | 0,1 мм |
Калі вымеранае значэнне адрозніваецца ад нормы, заменіце поршань і/ці поршневае ў зборы.
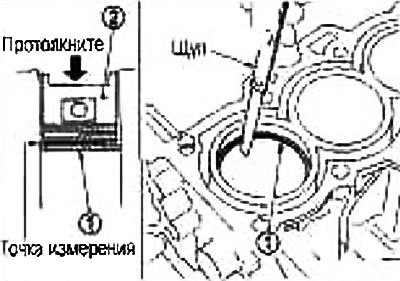
Зазор у замку поршневага кольца
Упэўніцеся, што ўнутраны дыяметр цыліндраў у межах нормы. Глядзіце ніжэй «Зазор паміж поршнем і сценкай цыліндру».
Праштурхніце поршневае кольца (1) поршнем (2) да сярэдзіны цыліндру і пры дапамозе маца вымерайце зазор у замку.
| Стандарт | Верхняе кампрэсійнае | 0,018-0,033 мм |
| Другое кампрэсійнае | 0,050-0,065 мм | |
| Маслаздымнае | 0,020-0,070 мм | |
| Межа | Верхняе кампрэсійнае | 0,57 мм |
| Другое кампрэсійнае | 0,85 мм | |
| Маслаздымнае | 0,96 мм |
Калі вымеранае значэнне адрозніваецца ад нормы, заменіце поршневае кольца. Калі зазор усё яшчэ перавышае мяжа, выканайце расточванне цыліндру і выкарыстоўвайце поршань і поршневае кольца павялічанага рамонтнага памеру.
Выгіб і скрут шатуна
Выканайце праверку пры дапамозе прыстасавання для праверкі сувосева галовак шатуна.
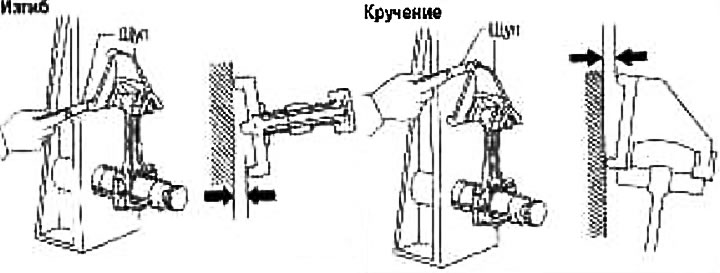
Гранічны выгіб: 0,15 мм на 100 мм даўжыні
Лімітавае скрут: 0,30 мм на 100 мм даўжыні
Калі скрут або выгіб перавышае мяжу, заменіце шатун у зборы.
Дыяметр вялікай галоўкі шатуна
Усталюеце вечка шатуна без падшыпніка і зацягніце ніты шатуна з патрабаваным момантам. Вымерайце ўнутраны дыяметр вялікай галоўкі шатуна пры дапамозе нутромера (1). Працэдуру зацяжкі гл. у раздзеле «Зборка».
Стандарт: 43,000-43,013 мм
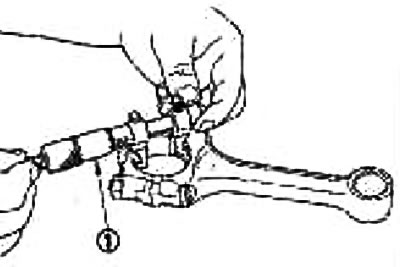
Масляны зазор ўтулкі малой галоўкі шатуна
Унутраны дыяметр утулкі малой галоўкі шатуна
Вымерайце ўнутраны дыяметр утулкі малой галоўкі шатуна пры дапамозе нутромера (1).
Стандарт: 17,962-17,978 мм
Вонкавы дыяметр поршневага пальца
Вымерайце вонкавы дыяметр поршневага пальца пры дапамозе мікраметра (1).
Стандарт: 17,996-10,000 мм
Масляны зазор ўтулкі малой галоўкі шатуна
(Масляны зазор утулкі малой галоўкі шатуна) = (унутраны дыяметр малой галоўкі шатуна) - (вонкавы дыяметр поршневага пальца)
Стандарт: ад -0,018 да -0,038 мм
Калі атрыманае значэнне адрозніваецца ад нормы, заменіце шатун у зборы і/ці поршань і поршневай палец у зборы.
Пры замене поршня і поршневага пальца ў зборы гл. раздзел «Парадак падбору поршняў».
Карабленне блока цыліндраў
Пры дапамозе скрабка выдаліце сляды пракладкі з паверхні блока цыліндраў, а таксама выдаліце алей, накіп, нагар і іншыя забруджванні.
Увага: Не дапускайце траплення рэшткаў пракладкі ў каналы для падводу масла ці астуджальнай вадкасці.
Праверце, ці не пашкоджана верхняя паверхня блока цыліндраў, выканаўшы вымярэнні ў 6 розных кірунках пры дапамозе лінейкі (1) і маца (2).
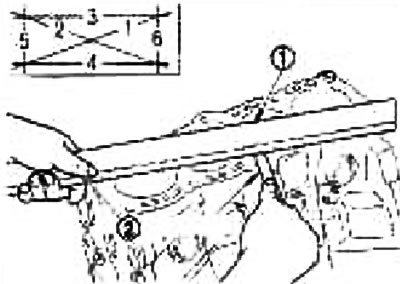
Мяжа: 0,1 мм
Калі коробление перавышае мяжу, заменіце блок цыліндраў.
Унутраны дыяметр корпуса карэннага падшыпніка
Усталюеце вечкі без падшыпнікаў і зацягніце крапежныя ніты з патрабаваным момантам. Працэдуру зацяжкі гл. у раздзеле «Зборка».
Пры дапамозе нутромера (1) вымерайце ўнутраны дыяметр корпуса карэннага падшыпніка.
Стандарт: 49,000-49,016 мм
Калі дыяметр адрозніваецца ад нормы, заменіце блок цыліндраў і вечкі карэнных падшыпнікаў у зборы.
Зазор паміж поршнем і сценкай цыліндру
Унутраны дыяметр цыліндру
Пры дапамозе нутромера (1) праверце кожны цыліндр і пераканайцеся, ці няма зносу, авальнай і конуснасці ў 6 розных палажэннях: па восях «X» і «Y» у кропках «А», «У» і «З», («Y» - падоўжная вось рухавіка).
 | 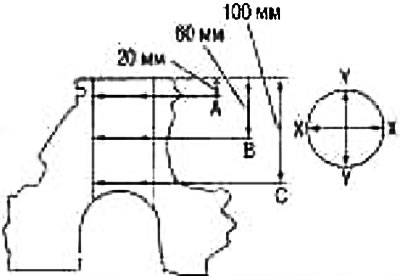 |
Стандартны ўнутраны дыяметр:
Рухавік CR14DE: 73,000-73,030 мм
Лімітавы знос: 0,2 мм
Авальнасьць (розніца паміж «X» і «У»), мяжа: 0,015 мм
Конусность (розніца паміж "А" і "З"), мяжа: 0,01 мм
Калі вымеранае значэнне перавышае мяжу або калі на ўнутраных сценках цыліндру маюцца драпіны і/або задзіракі, выканайце хонингование або расточванне цыліндру.
Маюцца поршні павялічанага рамонтнага памеру. Пры выкарыстанні поршня павялічанага рамонтнага памеру выканайце расточванне цыліндру так, каб зазор паміж поршнем і сценкай цыліндру адпавядаў норме.
Пры выкарыстанні поршня павялічанага рамонтнага памеру змарнуеце ўсе цыліндры і пастаўце кольцы павялічанага рамонтнага памеру.
Павялічаны рамонтны памер: на 0,2 мм
Дыяметр спадніцы поршня
Вымерайце вонкавы дыяметр спадніцы поршня пры дапамозе мікраметра (1).
Кропка вымярэння (адлегласць ад нізу):
Рухавік CR14DE: 32,3 мм
Рухавік CR14DE, стандарт: 72,980-73,010 мм
Зазор паміж поршнем і сценкай цыліндру
Выканайце вылічэнні на аснове значэнняў вонкавага дыяметра спадніцы поршня і ўнутранага дыяметра цыліндру (вось «X», кропка «У»).
(Зазор) = (унутраны дыяметр цыліндру) - (вонкавы дыяметр спадніцы поршня)
Стандарт: 0,010-0,030 мм
Калі зазор адрозніваецца ад нормы, заменіце поршань і поршневай палец у зборы. Глядзіце раздзел «Парадак падбору поршняў».
Расточка цыліндру
1. Памер цыліндру вызначаецца даданнем зазору паміж поршнем і сценкай цыліндру да дыяметра "А" спадніцы поршня
Разлік дыяметра расточвання: "D" ="А" + "В" - "С" дзе,
D: дыяметр расточвання;
А: вымераны дыяметр спадніцы поршня;
У: зазор паміж поршнем і сценкай цыліндру (стандартнае значэнне);
З: прыпуск на хонінгаванне 0,02 мм
2. Усталюйце вечкі і зацягніце крапежныя ніты з патрабаваным момантам У адваротным выпадку пры канчатковай зборцы цыліндры могуць дэфармавацца.
3. Марнуйце цыліндры.
Калі патрабуецца змарнатравіць які-небудзь цыліндр, выканайце расточванне і ўсіх іншых цыліндраў.
Не здымайце занадта шмат металу за адзін праход: не больш за 0,05 мм ці каля таго.
4. Выканайце хонінгаванне цыліндраў і дабіцеся патрабаванага зазору паміж поршнем і сценкай цыліндру.
5. Вымерайце авальнасць і конуснасць апрацаваных цыліндраў.
Вымярэнне варта праводзіць пасля таго, як цыліндры астудзяцца.
Дыяметр карэннай шыйкі коленвала
Вымерайце вонкавы дыяметр карэнных шыек коленвала пры дапамозе мікраметра (1).
Стандарт: 44,954-44,970 мм
Калі дыяметр адрозніваецца ад нормы, вымерайце алейны зазор у карэнных падшыпніках. Затым скарыстайцеся падшыпнікамі паменшанага рамонтнага памеру. Глядзіце ніжэй «Алейны зазор карэнных падшыпнікаў».
Вонкавы дыяметр шатуннай шыйкі
Вымерайце вонкавы дыяметр шатунных шыек пры дапамозе мікраметра.
Стандарт: 39,961-39,974 мм
Калі дыяметр адрозніваецца ад нормы, вымерайце алейны зазор у падшыпніках шатуна. Затым скарыстайцеся падшыпнікамі паменшанага рамонтнага памеру. Глядзіце ніжэй «Алейны зазор падшыпнікаў шатуна».
Авальнасць і конуснасць шыек коленвала
Пры дапамозе мікраметра вымерайце ўсе карэнныя і шатунныя шыйкі ў 4 розных кропках, паказаных на малюнку.
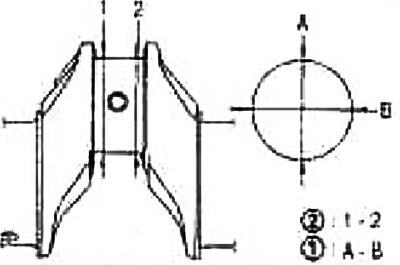
Авальнасьць (1) вызначаецца рознасцю памераў паміж «1» і «2» у «А» і «В».
Конусность (2) вызначаецца рознасцю памераў паміж "А" і "В" у "1" і "2"
| Мяжа авальнасці (рознасць паміж «X» і «У») | 0,005 мм |
| Мяжа конуснасці (рознасць паміж «1» і «2») | 0,005 мм |
Калі вымеранае значэнне перавышае мяжу, перашліфуйце або заменіце коленвал.
У выпадку перашліфоўкі вымерайце алейны зазор перашліфаваных карэнных і/або шатунных шыек. Затым падбярыце карэнны падшыпнік і/або падшыпнік шатуна. Глядзіце ніжэй «Алейны зазор карэнных падшыпнікаў»і «Алейны зазор падшыпнікаў шатуна».
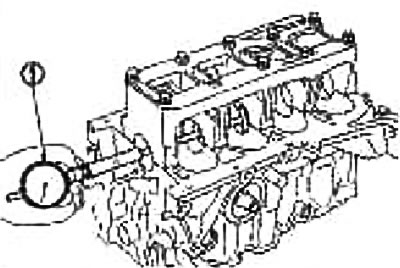
Біенне коленвала
Пастаўце прызмы на плоскую паверхню і ўсталюеце на іх каленвал крайнімі шыйкамі.
Вертыкальна ўсталюеце індыкатар (1) на карэнную шыйку №3.
Пракручваючы коленвал, лічыце паказанні індыкатара (максімальнае паказанне індыкатара).
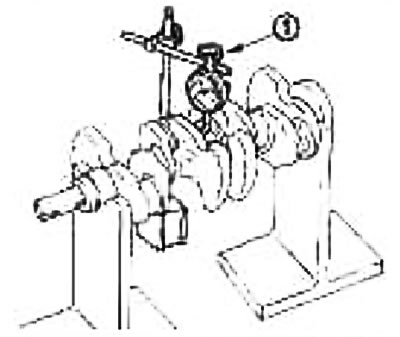
Мяжа: 0,05 мм
Калі біццё перавышае мяжу, заменіце коленвал.
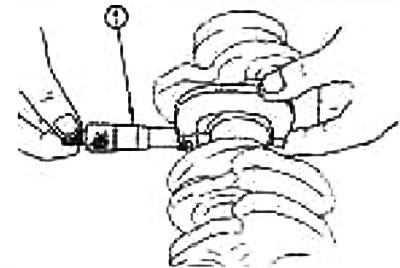
Масляны зазор падшыпнікаў шатуна
Спосаб вылічэння
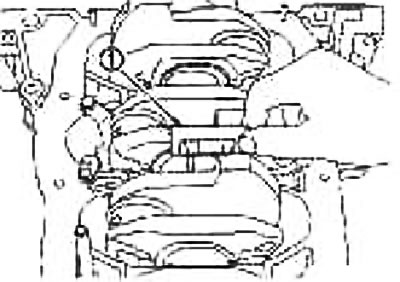
Усталюеце падшыпнікі ў шатун і вечка і зацягніце гайкі шатуна з патрабаваным момантам. Пры дапамозе нутромера (1) вымерайце ўнутраны дыяметр падшыпніка шатуна. Працэдуру зацяжкі гл. у раздзеле «Зборка».
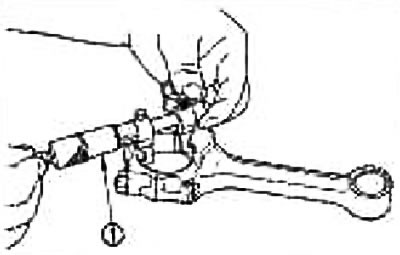
(Масляны зазор) = (унутраны дыяметр падшыпніка шатуна) - (вонкавы дыяметр шатуннай шыйкі)
Стандарт: 0,010-0,044 мм Мяжа: 0,064 мм
Калі зазор перавышае лімітавае значэнне, скарыстайцеся падшыпнікамі паменшанага рамонтнага памеру так, каб алейны зазор быў у норме. Глядзіце раздзел «Указанні па ўжыванні падшыпнікаў паменшанага рамонтнага памеру».
Спосаб з выкарыстаннем калібраванага пластмасавага дроту plastigage
Цалкам выдаліце алей і пыл з шатунных шыек і паверхняў падшыпнікаў.
Разрэжце дрот (1) на адрэзкі трохі карацей, чым шырыня падшыпнікаў, абкладзеце іх у кірунку восі коленвала, толькі не на змазачныя адтуліны.
Усталюеце падшыпнікі шатуна ў шатуны і вечкі і зацягніце гайкі з патрабаваным момантам, Працэдуру зацяжкі гл «Зборка».
Увага: Не пракручвайце коленвал.
Зніміце вечкі і падшыпнікі шатуна і вымерайце шырыню адрэзкаў дрота шкалой на яе пакаванні.
Заўвага: Калі вымеранае значэнне перавышае мяжу, прыміце тыя ж меры, якія пазначаны ў раздзеле «Спосаб вылічэння».
Указанні па ўжыванні падшыпнікаў паменшанага рамонтнага памеру.
Калі зададзенага алейнага зазору ў падшыпніках шатуна нельга дамагчыся пры дапамозе падшыпнікаў шатуна стандартнага памеру, скарыстайцеся падшыпнікамі паменшанага рамонтнага памеру.
Пры выкарыстанні падшыпніка паменшанага рамонтнага памеру вымерайце ўнутраны дыяметр падшыпніка шатуна на ўсталяваным падшыпніку і перашліфуйце шатунную шыйку так, каб алейны зазор адпавядаў норме.
Табліца падшыпнікаў шатуна паменшанага рамонтнага памеру
| Памер | Таўшчыня |
| STD (стандартны) | 1,504-1,508 |
| Паменшаны на 0,25 рамонтны памер | 1,627-1,635 |
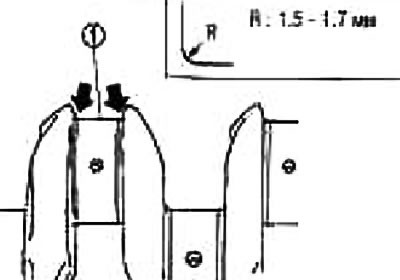
Увага: Пры перашліфоўцы шатунных шыек (1) пад падшыпнікі паменшанага рамонтнага памеру захавайце скругленыя куты «R».
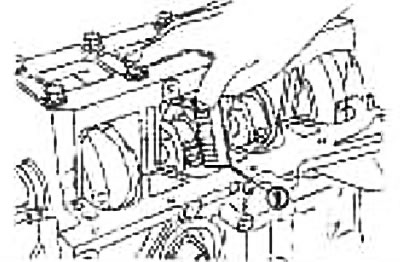
Масляны зазор карэнных падшыпнікаў
Спосаб вылічэння
Усталюеце карэнныя падшыпнікі ў блок цыліндраў і вечкі і зацягніце ніты з патрабаваным момантам. Вымерайце ўнутраны дыяметр карэнных падшыпнікаў пры дапамозе нутромера. Працэдуру зацяжкі гл. у раздзеле «Зборка».
(Масляны зазор) = (унутраны дыяметр карэннага падшыпніка) - (дыяметр карэннай шыйкі коленвала)
Стандарт: 0,018-0,034 мм
Мяжа: 0,05 мм
Калі атрыманае значэнне перавышае мяжу, падбярыце патрабаваны карэнны падшыпнік (уключаючы падшыпнік паменшанага рамонтнага памеру) па ўнутраным дыяметры карэннага падшыпніка і вонкаваму дыяметру карэннай шыйкі коленвала і дабіцеся зададзенага алейнага зазору ў падшыпніку. Глядзіце раздзел «Парадак падбору карэнных падшыпнікаў».
Спосаб з выкарыстаннем калібраванага пластмасавага дроту PLASTIGAGE
Цалкам выдаліце алей і пыл з карэнных шыек і паверхняў падшыпнікаў.
Разрэжце дрот (1) на адрэзкі трохі карацей, чым шырыня падшыпнікаў, абкладзеце іх у кірунку восі коленвала, толькі не на змазачныя адтуліны.
Усталюеце карэнныя падшыпнікі ў блок цыліндраў і вечкі і зацягніце ніты з патрабаваным момантам. Працэдуру зацяжкі гл. вышэй у раздзеле «Зборка».
Увага: Не пракручвайце коленвал.
Зніміце вечкі карэнных падшыпнікаў і падшыпнікі і вымерайце шырыню адрэзкаў дрота шкалой на яе пакаванні.
Заўвага: Калі вымеранае значэнне перавышае мяжу, прыміце тыя ж меры, якія пазначаны ў раздзеле «Спосаб вылічэння».
Выступ карэннага падшыпніка або падшыпніка шатуна над плоскасцю раздыма.
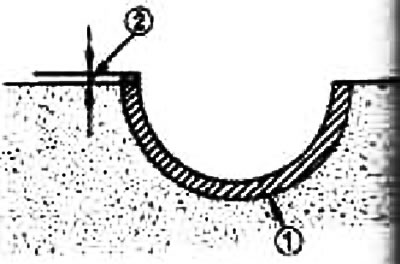
Пры зняцці вечкаў карэнных падшыпнікаў або падшыпнікаў шатуна пасля зацяжкі з патрабаваным момантам з усталяванымі карэннымі падшыпнікамі або падшыпнікаў шатуна (1) бок падшыпніка павінен выступаць над плоскасцю. Працэдуру зацяжкі гл. у раздзеле «Зборка».
Калі падшыпнікі не адпавядае норме, заменіце іх.
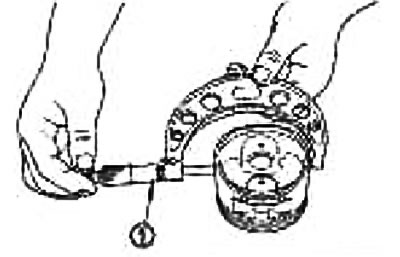
Дэфармацыя махавіка
Вымерайце дэфармацыю кантакт паверхні махавік са счэплены, дапамогі індыкатара (1) (максімальнае паказанне індыкатара).
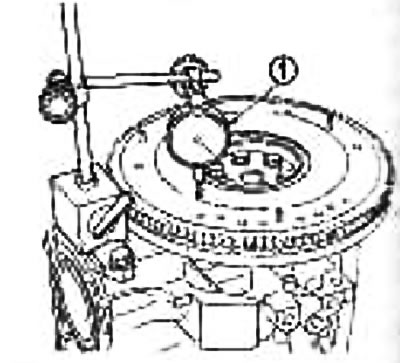
Махавік
Мяжа: 0,15 мм