Зняцце
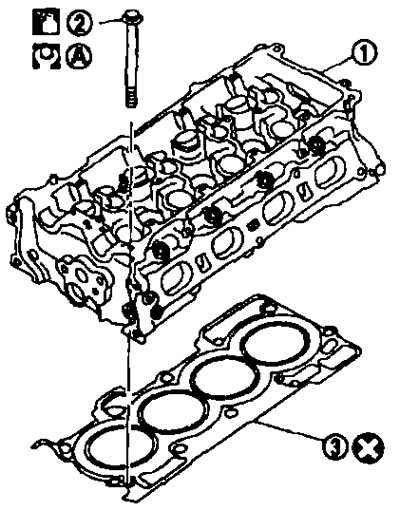
1. Галоўка цыліндраў у зборы; 2. Ніт галоўкі цыліндраў; 3. Пракладка галоўкі цыліндраў. Глядзіце ніжэй.
Разборка
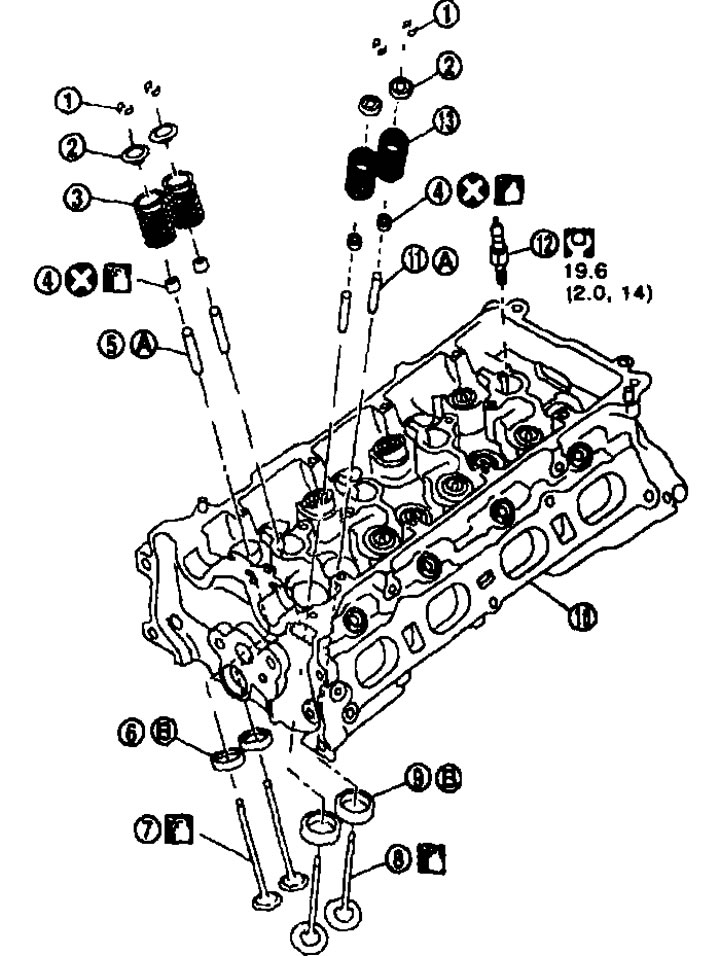
1. Сухары; 2. Талерка затамкавай спружыны; 3. Клапанная спружына (выпуск) (з гняздом затамкавай спружыны); 4. Сальнік клапана; 5. Накіроўвалая клапана (выпуск); 6. Сядло клапана (выпуск); 7. Клапан (выпуск); 8. Клапан (упуск); 9. Сядло клапана (упуск); 10. Галоўка цыліндраў; 11. Накіроўвалая клапана (упуск); 12. Свечка запальвання; 13. Клапанная спружына (упуск) (з гняздом затамкавай спружыны); А. Гл. ніжэй; В. Гл. ніжэй.
Зняцце і ўстаноўка
Зняцце
1. Скіньце ціск паліва. Глядзіце кіраўніка "Сістэма кіравання рухавіком".
2. Зліце астуджальную вадкасць рухавіка і маторнае масла. Глядзіце кіраўніка "Сістэма змазкі і сістэма астуджэння рухавіка".
3. Зніміце наступныя кампаненты.
- впускной калектар; гл. вышэй;
- впускной калектар; гл. вышэй;
- паліўныя фарсункі і паліўную трубку ў зборы; гл. вышэй;
- выпускны патрубак; гл. раздзел "Сістэма змазкі і сістэма астуджэння рухавіка";
- затамкавае вечка; гл. вышэй;
- пярэднюю крышку ланцуг ГРМ гл. вышэй;
- распредвалы; гл. вышэй.
4. Зніміце галоўку цыліндраў.
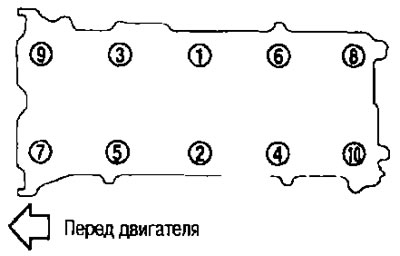
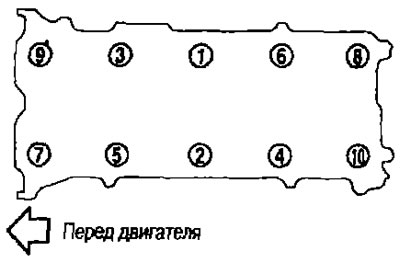
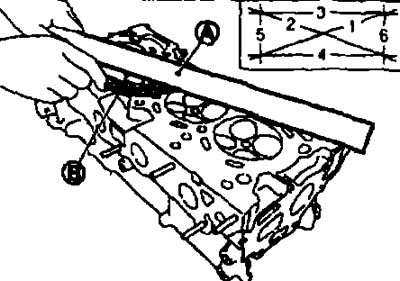
- Прыслабце крапежныя балты ў парадку, зваротным намаляваным на малюнку.
- Саслабляйце балты галоўкі цыліндраў пры дапамозе галоўкі TORX (памер Е18).
5. Зніміце пракладку з галоўкі цыліндраў.
Ўстаноўка
1. Пастаўце пракладку на галоўку цыліндраў.
2. Устанавіце галоўку цыліндраў і зацягніце крапежныя балты ў парадку, паказаным лічбамі на рысунку наступным чынам:
Увага. У выпадку паўторнага выкарыстання нітаў перад усталёўкай праверце іх вонкавыя дыяметры. Глядзіце ніжэй.
а. Вырабіце свежае маторнае масла на разьбярства і пасадачную паверхню крапежных нітаў.
b. Зацягніце ўсе балты.
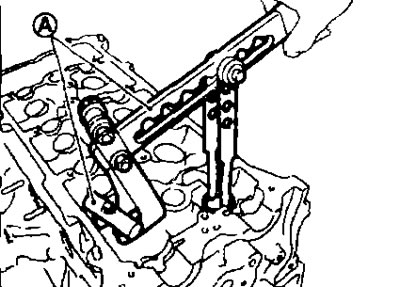
с. Зацягніце ўсе балты на 100°па гадзіннікавай стрэлцы (зацяжка на кут).
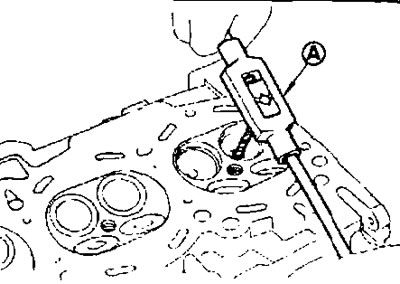
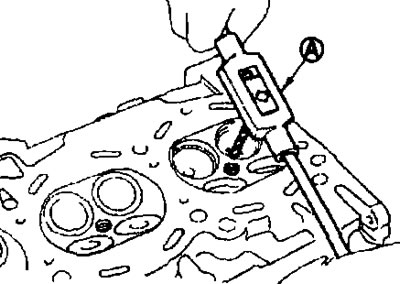
Увага. Праверце кут зацяжкі ключом-кутамерам (спецінструмент: KV10112100) (А) ці транспарцірам. Пазбягайце адзнакі на вока без выкарыстання прылад.
d. Цалкам прыслабце.
Увага. У пункце «d» прыслабце крапежныя балты ў парадку, зваротным намаляваным на малюнку.
е. Зацягніце ўсе балты.
f. Зацягніце ўсе балты на 100°па гадзіннікавай стрэлцы (зацяжка на кут).
g. Зацягніце ўсе балты яшчэ на 100°па гадзіннікавай стрэлцы (зацяжка на кут).
3. Пасля гэтай аперацыі ўстаноўка выконваецца ў парадку зваротным зняцці.
Разборка і зборка
Разборка
1. Вывярніце свечкі запальвання пры дапамозе ключа (прыдатны спецінструмент).
2. Зніміце штурхачы клапанаў.
- Вырабіце пазнакі па месцах размяшчэння і складайце кампаненты па парадку не змешваючы іх.
3. Выміце сухары.
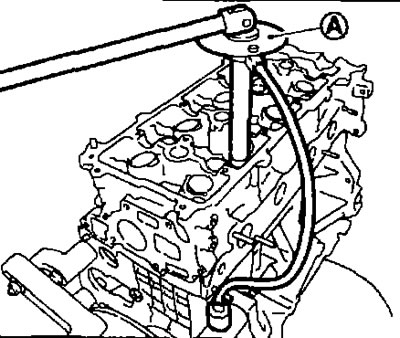
- Сцісніце затамкавую спружыну пры дапамозе прынады, прыстаўкі і перахадніка (спецінструмент KV10116200) (А). Выміце сухары пры дапамозе пальчыкавага магніта.
Увага. Пры правядзенні прац не пашкодзіце адтуліну пад штурхачы клапанаў.
4. Зніміце талерку затамкавай спружыны і затамкавую спружыну (з гняздом затамкавай спружыны).
Увага. Не вымайце гняздо затамкавай спружыны з затамкавай спружыны.
5. Націсніце на шток клапана ў бок камеры згарання і выньце клапан.
- Вырабіце пазнакі па месцах размяшчэння і складайце кампаненты па парадку, не змешваючы іх.
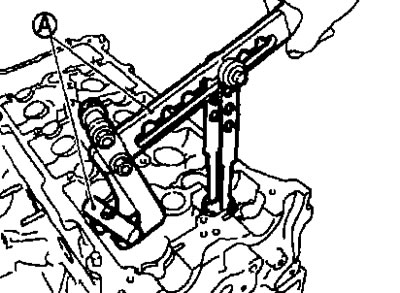
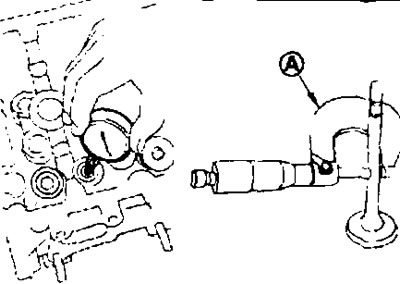
6. Зніміце сальнік клапана пры дапамозе здымніка (спецінструмент KV10107902) (А).
7. Калі патрабуецца замяніць сядло клапана.
Высвідруйце старое сядло да яго разбурэння. Высвідроўванне не павінна працягвацца глыбей дна вымання пад сядло ў галоўцы цыліндраў. З гэтай мэтай пастаўце на дрыль абмежавальнік глыбіні свідравання. Глядзіце ніжэй раздзел «Тэхнічныя дадзеныя і спецыфікацыі».
Увага. Не падрапайце галоўку цыліндраў празмерным высвідроўваннем.
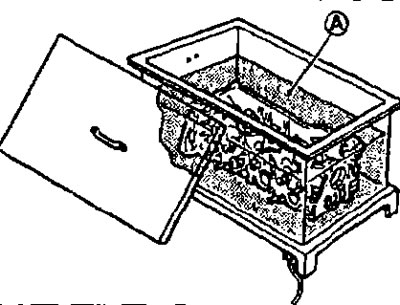
8. Калі патрабуецца замяніць накіроўвалую ўтулку клапана:
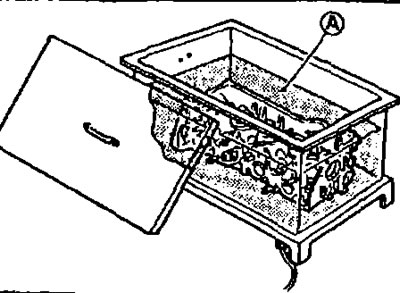
а. Зніміце накіроўвалую ўтулку клапана нагрэў галоўку цыліндраў да 110-130°З шляхам яе апускання ў гарачы алей (А).
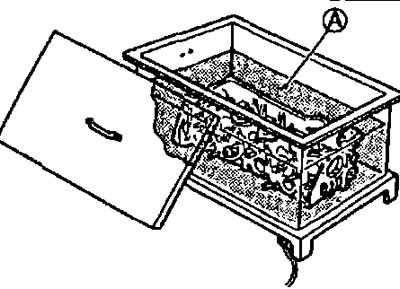
b. Выбіце накіроўвалую ўтулку клапана пры дапамозе малатка і выбівачкі (прыдатны спецінструмент).

Увага. Галоўка цыліндраў гарачая. Каб не апячыся пры правядзенні работ, надзеньце ахоўнае адзенне.
Зборка
1. Калі здымалася накіроўвалая ўтулка клапана, усталюеце яе.
Увага. Заменіце яе накіроўвалай павялічанага рамонтнага памеру (на 0,2 мм).
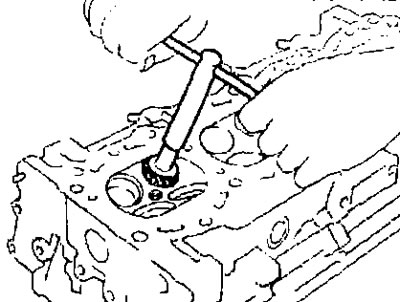
а. Выканайце разгортку адтуліны пад накіроўвалую ўтулку клапана ў галоўцы цыліндраў пры дапамозе разгорткі (прыдатны спецінструмент) (А) (гл. мал.).
- Дыяметр адтуліны пад накіроўвалую ўтулку клапана (павялічанага на 0,2 мм рамонтнага памеру), гл. ніжэй раздзел "Тэхнічныя дадзеныя і спецыфікацыі".
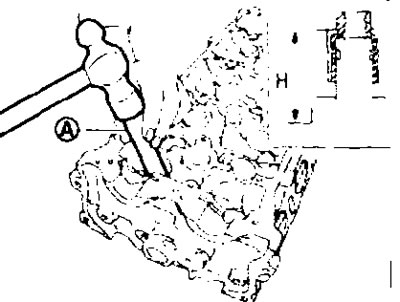
b. Нагрэйце галоўку цыліндраў да 110-130°С, пагрузіўшы яе ў гарачае масла (А).
с. Запрасуйце накіроўвалую ўтулку клапана (1) з боку распредвала, кіруючыся памерамі, паказанымі на малюнку.
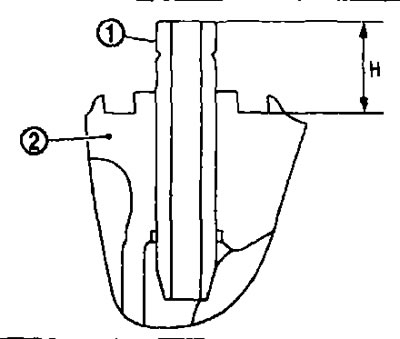
2. Галоўка цыліндраў.
Выступ «Н»: Гл. ніжэй раздзел «Тэхнічныя дадзеныя і спецыфікацыі».
Увага. Галоўка цыліндраў гарачая. Каб не апячыся пры правядзенні работ, надзеньце ахоўнае адзенне.
d. Пры дапамозе разгорткі (прыдатны спецінструмент) (А) выканайце даводку паверхні накіроўвалай утулкі клапана.
Стандарт: Гл. ніжэй раздзел «Тэхнічныя дадзеныя і спецыфікацыі».
2. Калі здымалася сядло клапана ўсталюеце яго.
Увага. Заменіце яго сядлом клапана павялічанага рамонтнага памеру (на 0,5 мм).
а. Выканайце разгортку выемкі (1) у галоўцы цыліндраў пад сядло клапана рамонтнага памеру.
2. Сядло клапана.
Дыяметр вымання ў галоўцы цыліндраў пад сядло клапана (павялічанага на 0,5 мм рамонтнага памеру): гл. ніжэй раздзел «Тэхнічныя дадзеныя і спецыфікацыі».
- Выконвайце разгортку канцэнтрычнымі кругамі да цэнтра накіравальнай утулкі клапана. Гэта забяспечыць правільную пасадку сядла клапана.
b. Нагрэйце галоўку цыліндраў да 110-130°С пагрузіўшы яе ў гарачае масла (А).
с. Добра астудзіце сядла клапанаў сухім лёдам. Запрасуйце сядла клапанаў у галоўку цыліндраў.
Увага.
- Не дакранайцеся да астуджаных сёдлаў голымі рукамі.
- Галоўка цыліндраў гарачая. Каб не апячыся пры правядзенні работ, надзеньце ахоўнае адзенне.
d. Давядзіце сядло да патрабаваных памераў шляхам фрэзероўкі ці шліфоўкі пры дапамозе падыходнага спецінструмента. Глядзіце памеры ніжэй у раздзеле «Тэхнічныя дадзеныя і спецыфікацыі».
Увага. Пры апрацоўцы паверхні фрэзай вазьміцеся за дзяржальню абедзвюма рукамі. Затым прыцісніце фрэзу да кантактнай паверхні па ўсёй акружнасці і фрэзеруйце адзінкавымі праходамі. Калі прыціскаць прыладу нераўнамерна або з адрывам, сядло клапана можа прыняць ступеністую форму.
е. Выканайце прыцірку клапана з дапамогай шліфавальнай пасты.
f. Правядзіце паўторную праверку прылягання клапана. Глядзіце ніжэй.
3. Запрасуйце сальнік клапана.
- Запрасуйце сальнік клапана пры дапамозе выбівачкі (спецінструмент KV10115600) (А) па памерах паказаным на малюнку.
Заўвага. Памер «Н» уяўляе сабой вышыню, вымераную перад усталёўкай затамкавай спружыны (з гняздом затамкавай спружыны).
Вышыня «Н»: 15,1-15,7 мм.
4. Усталюйце клапан.
- Усталёўвайце клапаны большага дыяметра са боку ўпуску.
5. Усталюйце клапанную спружыну (з гняздом затамкавай спружыны).
- Усталёўвайце спружыну бокам вузкім крокам віткоў (бокам гнязда затамкавай спружыны) да галоўкі цыліндраў (У).
- Праверце каляровую маркіроўку затамкавай спружыны (А).
Упуск: зялёны колер.
Выпуск: фіялетавы колер.
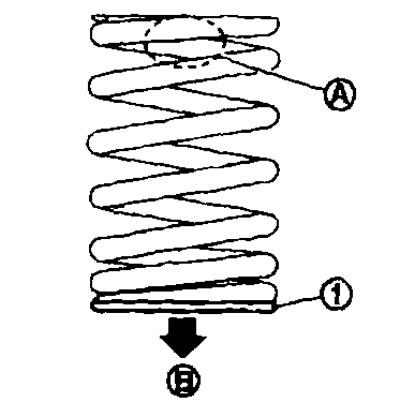
1. Гняздо затамкавай спружыны (не здымайце з затамкавай спружыны).
6. Устанавіце талерку клапаннай спружыны.
7. Усталюйце сухары.
- Сцісніце затамкавую спружыну пры дапамозе прынады, прыстаўкі і перахадніку (спецінструмент KV10116200) (А) (гл. мал.). Пастаўце сухары пры дапамозе пальчыкавага магніта.
Увага. Пры правядзенні прац не пашкодзіце адтуліны пад штурхачы клапана.
- Пасля ўсталёўкі кампанентаў клапана для забеспячэння правільнай пасадкі, злёгку пастукайце па кончыку штока клапана пластыкавым малатком.
8. Усталюйце штурхальнікі клапанаў.
- Усталёўвайце іх у першапачатковае становішча.
9. Укруціце свечкі запальвання пры дапамозе ключа (прыдатны спецінструмент).
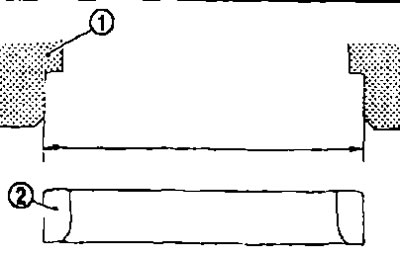
Праверка пасля зняцця
Вонкавы дыяметр нітаў галоўкі цыліндраў.
- Ніты галоўкі цыліндраў зацягваюцца спосабам пластычнай зоны. Калі розніца паміж «d1» і «d2» перавышае гранічнае значэнне, заменіце балты новымі.
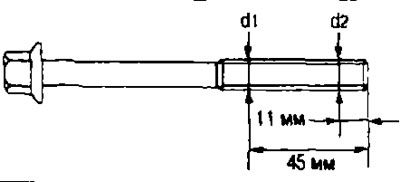
Мяжа «d1» - «d2»: 0,15 мм.
- Калі звужэнне вонкавага дыяметра выяўляецца ў месцы, выдатным ад «d2», пазначце яго як кропку «d2».
Карабленне галоўкі цыліндраў
Заўвага. Пры правядзенні дадзенай праверкі варта таксама праверыць, ці не карабат ці блок цыліндраў. Глядзіце ніжэй раздзел «Тэхнічныя дадзеныя і спецыфікацыі».
1. Вытрыце алей і пры дапамозе скрабка выдаліце накіп рэшткі пракладкі, герметыка і нагар з паверхні галоўкі цыліндраў.
Увага. Не дапушчайце трапленне рэштак пракладкі ў каналы для падводу масла ці астуджальнай вадкасці рухавіка.
2. Пры дапамозе лінейкі (А) і мац (У) праверце, на ці пашкоджана ніжняя паверхня галоўкі цыліндраў, выканаўшы вымярэнні ў шасці кірунках.
Мяжа: Гл. ніжэй раздзел «Тэхнічныя дадзеныя і спецыфікацыя».
- Калі коробление перавышае лімітавае значэнне, заменіце галоўку цыліндраў.
Праверка пасля разборкі
Памеры клапана
- Праверце памеры ўсіх клапанаў. Глядзіце памеры ніжэй у раздзеле «Тэхнічныя дадзеныя і спецыфікацыі».
- Калі памеры адрозніваюцца ад нормы, заменіце клапан і праверце пляму кантакту сядла клапана.
Зазор накіроўвалай утулкі клапана
Дыяметр штока клапана.
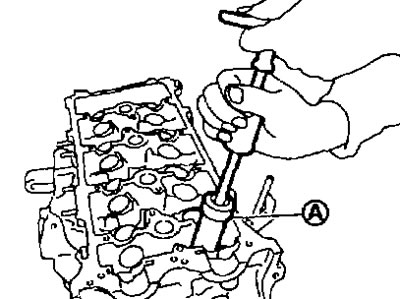
Вымерайце дыяметр штока клапана мікраметрам (А).
Стандарт: Гл. ніжэй раздзел «Тэхнічныя дадзеныя і спецыфікацыі».
Унутраны дыяметр накіроўвалай утулкі клапана.
Вымерайце ўнутраны дыяметр накіроўвалай утулкі клапана нутромером.
Стандарт: Гл. ніжэй раздзел «Тэхнічныя дадзеныя і спецыфікацыі».
Зазор накіроўвалай утулкі клапана.
(Зазор накіроўвалай утулкі клапана) - (унутраны дыяметр накіроўвалай утулкі клапана) - (дыяметр штока клапана).
Стандарт і мяжа: Гл. ніжэй раздзел «Тэхнічныя дадзеныя і спецыфікацыі».
- Калі атрыманае значэнне перавышае лімітавую заменіце клапан і/ці накіроўвалую ўтулку клапана. Калі патрабуецца замяніць накіроўвалую ўтулку клапана, гл. вышэй раздзел «Разборка і зборка».
Пляма кантакту сядла клапана
- Выконвайце гэтую праверку пераканаўшыся, што памеры накіравальных утулак клапанаў і саміх клапанаў у межах нормы.
- Вырабіце свінцовы сурык (або свінцовыя бялілы) ня кантактную паверхню сядла клапана і праверце прилегание клапана да сядла.
- Пераканайцеся, што адбітак свінцовага сурыку праяўляецца па ўсёй акружнасці без парываў.
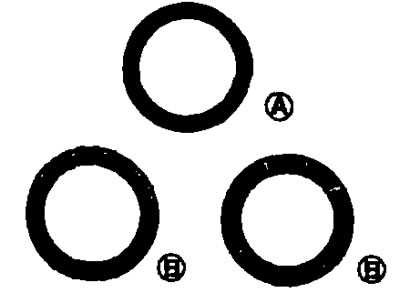
А. Нармальна; В. Ненармальна
- У адваротным выпадку дабіцеся патрабаванай ступені прылягання клапана шляхам яго перашліфоўкі і правядзіце праверку паўторна. Калі кантактная паверхня ўсё яшчэ ў нездавальняючым стане нават пасля паўторнай праверкі, заменіце сядло клапана. Глядзіце вышэй.
Прастакутнасць затамкавай спружыны
- Прыкладзяце куток (А) да затамкавай спружыне і круціце спружыну. Вымерайце максімальны зазор паміж вяршыняй спружыны і кутком.
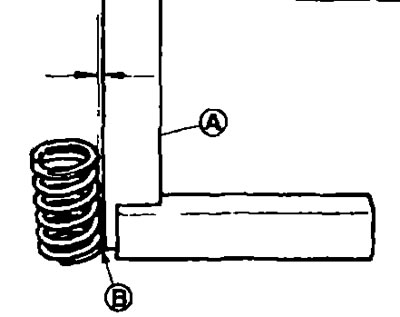
В. Кропка дотыку
Мяжа: Гл. ніжэй раздзел «Тэхнічныя дадзеныя і спецыфікацыі».
- Калі зазор перавышае лімітавае значэнне заменіце затамкавую спружыну.
Памеры і намаганне сціску затамкавай спружыны
- Праверце намаганне сціску затамкавай спружыны з усталяваным гняздом пры стандартнай вышыні спружыны.
Увага. Не вымайце гняздо затамкавай спружыны з затамкавай спружыны.
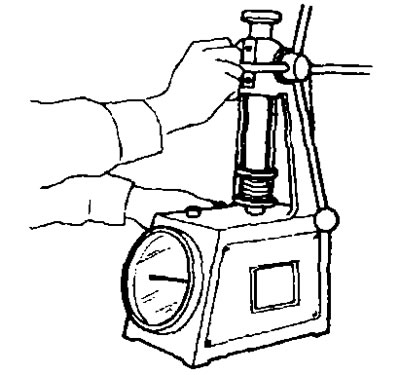
Стандарт: Гл. ніжэй раздзел «Тэхнічныя дадзеныя і спецыфікацыі».
- Калі нагрузка пасля ўстаноўкі або пры адкрытым клапане адрозніваецца ад нормы, заменіце затамкавую спружыну (з гняздом затамкавай спружыны).
Праверка пасля ўстаноўкі
Праверка ўцечак
- Ніжэй прыведзены працэдуры праверкі ўцечак вадкасцей маторнага масла і выхлапных газаў.
- Перад запускам рухавіка праверце ўзровень алею/вадкасцяў уключаючы астуджальную вадкасць рухавіка і маторнае масла. Калі ўзровень ніжэй за норму даліце і давядзіце да патрабаванага ўзроўню. Глядзіце кіраўніка "Тэхнічнае абслугоўванне".
- Праверце, ці няма ўцечак паліва наступным чынам. Павярніце ключ запальвання ў становішча ON (не запускаючы рухавік). Стварыўшы ціск у паліваправодах, праверце, ці няма ўцечак паліва на стыках. Запусціце рухавік. Павялічваючы абарачэнні рухавіка, зноў праверце, ці няма ўцечак паліва на стыках паліваправода.
- Дайце папрацаваць рухавіку і праверце, ці няма незвычайнага шуму ці вібрацыі.
- Добра прагрэйце рухавік і правяраючы, ці няма ўцечак паліва, выхлапных газаў або алею вадкасцяў уключаючы маторнае масла і астуджальную вадкасць рухавіка.
- Выпусціце паветра з трубак і шлангаў адпаведных сістэм, напрыклад сістэмы астуджэння.
- Пасля таго як рухавік астудзіцца, зноў праверце ўзровень алею/вадкасцяў, уключаючы маторнае масла і астуджальную вадкасць рухавіка. Пры неабходнасці даліце і давядзіце да патрабаванага ўзроўня.
Табліца праверак
| Кампанент | Перад запускам рухавіка | Пры які працуе рухавіку | Пасля прыпынку рухавіка |
| Астуджальная вадкасць рухавіка | Узровень | Уцечка | Узровень |
| Маторнае масла | Узровень | Уцечка | Узровень |
| Іншыя маслы і вадкасці* | Узровень | Уцечка | Узровень |
| Паліва | Уцечка | Уцечка | Уцечка |
| Выхлапныя газы | — | Уцечка | — |
* Вадкасць для МКП АКП CVT гідраўзмацняльніка рулявога кіравання тармазная вадкасць і г.д.